

精实机电:做固态电池量产 “最后一公里” 的铺路人
2026年CIBF中国国际电池展上,固态电池无疑是全场乃至全球最受关注的焦点之一。
当有行业媒体将2026年定义为“固态电池量产元年”时,精实机电董事长兼总经理黄剑波却给出了更为冷静的判断:“坦率说,‘量产元年’这个提法有些超前,但方向是对的;2026年真正到来的,是‘工程化验证元年’,大家开始真刀真枪地把实验室工艺搬到产线上,然后发现设备问题、工艺问题、成本问题,一个接一个......”
在这场从“讲故事” 到“交答卷” 的产业进阶中,化成分容环节被公认为固态电池量产的最后一道 “生死关”。
5月13日至15日,精实机电在CIBF中国国际电池展上展示了其在固态电池后段工艺的关键设备——固态电池热压化成容量一体机及其它多款设备。
活动现场,高工锂电与精实机电高层做了深入交流。精实机电董事长兼总经理黄剑波表示:“化成分容是固态电池量产的‘生死关’。前段要把电芯做出来,后段要把电芯‘激活好、筛选准、稳定交付’。”
作为深耕锂电后段装备20余年的行业老兵,精实机电早已提前布局,凭借 “力-热-电” 一体化系统级创新,精实机电成为国内少数能够提供固态电池测试段整线解决方案的企业,在这场关乎产业未来的战役中抢占先机。
从实验室到产线:
化成分容为何是固态电池量产的“生死关”?
固态电池不是一个新概念,但2026年确实是一个分水岭。过去几年,行业内很多企业讲技术路线、讲材料体系,但真正走到量产这一步,拼的是装备的可实现性、稳定性、工艺的理解深度和整线的交付能力。
黄剑波指出,目前行业还没有完全进入成熟量产阶段,而是处在“从能做出来,到稳定做出来,再到高效率、低成本做出来”的关键爬坡期。这个阶段对装备企业提出了前所未有的高要求:不仅要满足单机性能,更要理解工艺、节拍、安全和整线交付,帮助客户把实验室工艺和认证转化为可复制的制造能力。
与传统液态电池相比,固态电池在化成分容环节的技术差异是革命性的。传统液态电池的化成分容主要是单一的电化学激活过程,而固态电池的化成分容则是对“压力、温度、电流、电压、时间” 等多因素进行协同控制的复合工艺过程。
“固态体系对界面接触、离子传输、极片贴合一致性更加敏感。”黄剑波解释道,“化成分容过程中的压力稳定性、温场均匀性和电控精度会直接影响界面形成、容量发挥、内阻一致性和循环性能。面压也从液态电池的0.3MPa左右提高到了30MPa,未来还会进一步提升。”
这意味着,前段把电芯做出来只是第一步,后段要把电芯“激活好、筛选准、稳定交付并保障品质”才是关键。
如果化成分容环节控制不好,前面材料和工艺的优势很难真正转化为稳定产品,甚至会影响良率、成本和安全。这也是为什么业内普遍认为,化成分容是固态电池量产必须迈过的“生死关”。
系统级创新:
“力-热-电”一体化解决方案
面对固态电池化成分容的技术挑战,精实机电没有走简单的设备叠加路线,而是选择了更为艰难但也更具竞争力的系统级创新路径。
公司自2022年起系统跟踪固态/半固态电池工艺需求变化,2025年8月正式发布固态电池热压化成容量一体机产品,标志着相关技术从内部研发、客户验证进一步走向产品化和规模化应用。

精实机电的固态电池热压化成容量一体机
作为当前精实机电在固态电池设备领域最大的创新点,公司研发的固态电池热压化成容量一体机把热压、化成、容量测试和数据控制从“分散设备” 变成了一个协同工作的系统。
传统设备更多是单一功能模块叠加,而固态电池热压化成容量一体机需要在同一工艺窗口内,同时实现稳定加压、精准控温、高精度充放电和过程数据闭环。
这一系统级创新的核心是三大核心技术的深度融合:
精密力控技术主要解决固态电池界面接触和受力一致性问题。固态体系对界面贴合非常敏感,压力不足、压力波动或局部受力不均,都可能影响内阻、容量发挥和一致性。精实机电通过超高压稳定输出、受力均匀控制以及高压系统升级,能够满足5-30MPa甚至更高的压力需求,保障工艺窗口稳定。
精准温控技术主要解决热场一致性问题。固态电池化成过程中,温度会影响界面反应、离子传输和电芯一致性。公司采用独立加热、分区温控、实时监测与结构均温设计,尽量降低不同层板、不同库位之间的温差。目前设备控温精度可达±1.5℃,30分钟即可升温至工作温度。
智能电控技术主要解决高精度充放电和过程可追溯问题。化成分容对电压、电流精度、能量效率和数据完整性要求很高,精实机电凭借高精度电源系统和软件控制能力,实现工艺参数配置、过程监控、数据记录和异常保护。在固态电池场景下,公司进一步强调毫秒级数据采集与“一芯一策” 工艺优化,为客户后续工艺迭代、异常分析和全流程追溯提供数据基础。
“最大的挑战在于三者之间不是孤立关系,而是相互影响。”黄剑波坦言,“比如压力结构会影响传热,温度变化会影响电芯状态,电流策略又会影响发热和安全。我们的攻克方式是从单机验证走向系统验证,通过结构设计、控制算法、工艺联调和客户现场反馈持续迭代。”
从首台100T设备样机到客户验证导入,精实机电历时约12个月,中间经历了3次结构优化迭代。
在客户测试过程中,精实机电通过优化加压结构、提升层板温控一致性、改进夹具快换结构、完善软件报警和数据追溯功能,使设备更适合客户从工艺验证向小批量量产导入。目前,精实的200T高压平台正在持续升级中,可支撑更高能量密度电池生产需求。
此外,精实机电还在积极布局温等静压设备。温等静压设备在固态电池生产中主要用于进一步改善电芯内部界面接触和致密性,并提升界面稳定性和电芯一致性。目前公司已完成温等静压核心工艺机理研究,样机正在内部验证,预计2026 年底前完成首批客户联合验证。
整线交付能力:
从单机设备到量产赋能的价值跃升
在固态电池产业化进程中,单纯的单机设备已经无法满足客户的需求。黄剑波强调:“设备供应能否跟上产能需求,关键不只在‘产能规模’,更在‘成熟方案 稳定交付 现场服务’。半固态产线从中试到量产爬坡,对设备的可靠性、交期、调试能力和持续优化能力要求都很高,单纯依靠外协或临时拼装很难满足客户快速推进的节奏。"
作为国内少数可自主设计并交付电池后段整线装备的企业,精实机电除了提供固态电池热压化成容量一体机等单机设备外,更强调锂电测试段整线解决方案。
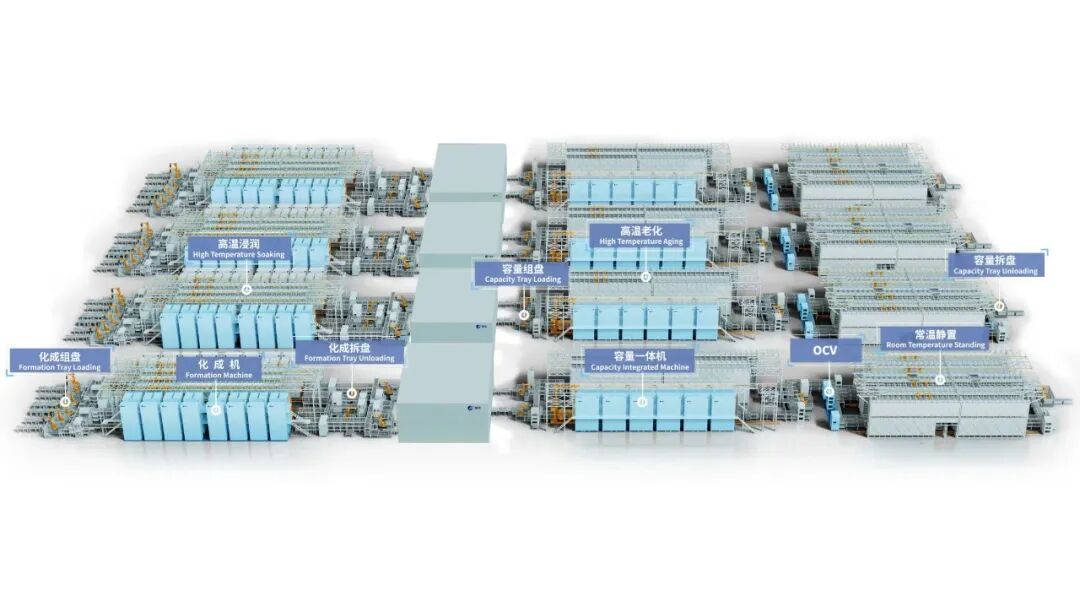
精实机电方形铝壳化成分容自动化产线解决方案
针对固态电池测试段,公司方案覆盖温等静压、化成分容、性能检测和智能物流系统等核心工序;针对主流锂电测试段,公司也可覆盖化成、分容、OCV检测、Baking、堆垛机、AGV/输送线、WMS/WCS 以及整线调度系统等。
在物流方案上,精实机电可根据客户场地、节拍和投资需求,提供立体仓/堆垛机方案与柔性输送/AGV方案。立体仓和堆垛机方案适合节拍稳定、规模较大、空间利用率要求高的产线,优势是库位管理集中、空间利用率高、运行效率稳定。
柔性输送或AGV方案适合场地条件复杂、产品换型频繁、产线柔性要求高的客户,优势是布局灵活、扩展方便、改造适应性强。
模块化设计和高比例自制能力是精实机电的另一大核心优势。公司核心部件自制率超过80%,能够减少关键部件受外部供应波动影响,保障交期和质量一致性。
以公司高压直流水冷容量一体机为例,现场装调时间可缩短约50%,设备占地面积可节省约30%,线材成本可节省约80%。水热化成一体机整机充放电效率提升约20%,厂房运营成本降低约20%。
在安全方面,精实机电从电气保护、温度监测、异常报警、分区隔离、消防联动和数据追溯等多个层面进行安全设计。
在部分设备方案中,公司会结合客户现场要求配置气体灭火、水喷淋、消防联动、水回收及异常通道隔离等措施。高压直流水冷容量一体机采用水冷散热和全密封防护思路,有助于提升温度一致性和安全防护水平。
凭借过硬的技术实力和完善的解决方案,精实机电长期服务于宁德时代、赣锋锂业、欣旺达、蜂巢能源、鹏辉能源、吉曜通行、ElevenEs 等头部电池企业和新能源产业链客户。公司已给江西某头部企业交付了半固态软包电池充放电设备项目,项目产能规划45PPM,成为半固态方向设备导入与量产场景验证的重要案例。
长期主义:
20 年行业积累铸就的竞争壁垒
成功跨入固态电池后段设备市场并非偶然。成立于1994年的精实机电,拥有30余年智能装备研发经验与超20年锂电行业深耕积淀。早在2012年,精实机电率先为头部企业交付了国内第一条EV动力电池负压化成自动化产线。
“那个时候市场上几乎没有人做这件事,我们是摸着石头过河,遇到的每一个问题都没有前人经验可以参考。黄剑波回忆道,“这段经历让我们形成了一个习惯:提前三到五年判断行业方向,提前两到三年布局技术储备。固态电池方向,我们遵循的是同样的逻辑。”
20多年的行业深耕,让精实机电形成了聚焦“深耕、沉淀、整线、自制、服务”的核心优势。
这些积累转化到固态电池设备上,主要体现在三个方面:
第一,对化成分容工艺本身的理解,可以帮助公司更准确把握电芯激活、一致性和分选需求;
第二,对物流和整线节拍的理解,可以帮助客户从单机验证走向稳定量产;
第三,高比例部件自制和软件系统能力,可以支撑固态设备快速迭代和定制化交付。
在推动固态电池量产的过程中,精实机电的定位不是单纯的设备供应商,而是锂电测试段整线装备及系统解决方案伙伴。
与行业内大型装备企业相比,精实的核心竞争力在于对测试段的长期专注和系统理解。
精实机电既有化成、分容、电源测试等核心工艺设备能力,也有堆垛机、AGV、输送线、WMS/WCS等后段物流和软件系统能力。既能做单机,也能做整线。既重视研发,也重视制造和现场服务。
为了保障固态电池设备的交付能力,精实机电以深圳运营中心为研发中枢,在武汉和长沙布局制造基地,形成“双基地·五大厂区”的制造体系,生产与办公面积超16 万平方米。公司具备大型龙门加工中心、精密CNC加工中心、柔性成套整机装配线等制造能力,并通过高比例部件自制保障关键部件品质和交付周期。

2026年,精实机电在固态电池业务方面的目标,是围绕热压化成容量一体机、高压力平台、温等静压方向及测试段整线能力,持续推进客户验证、项目导入和产品迭代,力争在半固态和固态电池量产前期成为客户可信赖的装备合作伙伴。公司固态测试段整线项目交付目标不低于2 条线,预计市场份额争取20%以上。
展望未来3-5年,黄剑波认为,固态电池设备市场会经历从概念热度到真实量产验证的筛选过程。前期可能会有很多企业进入,但随着客户对稳定性、良率、交付和安全的要求不断提高,最终竞争会回到技术沉淀、工程经验、制造能力和服务能力。
精实机电未来3-5年的战略路径很清晰:
第一,在固态和半固态测试段成为国内头部电池企业的首选装备合作伙伴;
第二,持续完善液态测试段整线交付能力,把单条产线的交期和稳定性做到行业最优水平;
第三,借助国内新能源产业的全球化布局及精实机电的行业标杆地位,把公司的装备和服务能力拓疆至欧美。
“固态电池的量产不是一个企业的事,是整个产业链的事。材料、电芯、装备、工艺,缺一环都走不通。”黄剑波在采访最后表示,“精实愿意做那个‘最后一公里’的铺路人——把装备做扎实、把工艺吃透、把交付扛住。我希望未来回头看,2026年不只是固态电池的元年,也是中国固态电池装备真正站上世界舞台中央的起点。”

 VIP复盘网
VIP复盘网
