【核心结论】锂金属兼具高比容量 低电极电势优势,有望成为负极侧长期技术演进方向。2030年后远期弹性测算下锂金属负极应用侧市场空间120~360亿元,以20μm锂金属镀层为基准,对应锂金属需求量961吨~2884吨区间。负极行业大宗化时代格局集中,未来伴随新技扩散将重塑格局。关注技术先行者:英联股份、天铁科技,关注赣锋锂业、道氏技术等布局企业。
【报告亮点】本篇报告多维度对锂金属负极应用侧进行定量弹性测算,对锂箔加工多项技术路径进行了详尽梳理和对比。同时梳理了当前上-中-下游环节的产业链开发进度,深度剖析掘金锂金属赛道中的企业核心竞争能力。
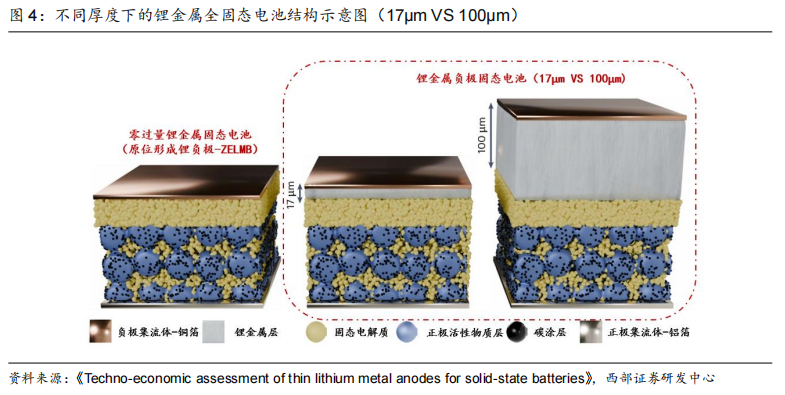
【主要逻辑】下一代固态电池催生负极新技术广阔空间。锂金属负极具备高理论比容量(3860 mAh/g)及低电极电势(−3.04V),能够兼容更高电压(>4.5V vs. Li⁺/Li)的正极材料(如富锂锰基、高镍、不含锂的硫),实现更高的重量比能量密度(500Wh/kg)和体积比能量密度(1000Wh/L)。我们判断2027年后全固态电池市场规模有望呈现0-1扩张,其负极侧技术路径预计呈现硅基负极向锂金属负极逐渐迭代趋势。
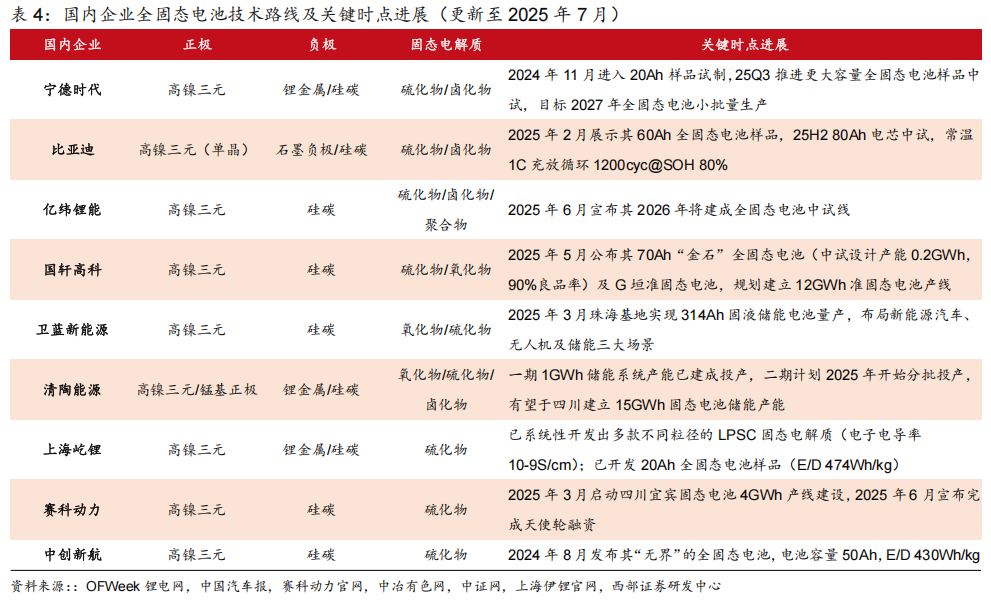
①应用侧:海外电池企业路径明确,国内头部大厂紧随其后:海内外电池企业全固态电池量产时间节点普遍集中在2027~2028年,负极侧海外新锐固态电池企业Solid Power、Factorial Energy均已明确采用锂金属负极作为下一代固态电池迭代方向,国内宁德时代、清陶能源技术布局领先。
②产业链:锂企驱动、负极厂布局、箔材厂切入多方竞合:上游锂企主导原材料优势,其核心竞争力在于高纯度、低成本、高安全的金属锂锭/箔的规模化制备能力,赣锋锂业和天铁科技在金属锂压延工艺上位居行业前列;中游负极材料厂商凭借深厚的材料研发、涂层技术和电池应用理解,积极向更具前瞻性的锂金属负极拓展,其优势在于对负极-电解液界面、复合负极结构的深刻理解和开发能力;箔材厂深耕高性能铜箔集流体,将其精密箔材加工技术向锂金属沉积/复合集流体领域延伸,英联股份有望成为关键沉积工艺和新型集流体结构的重要开发者。
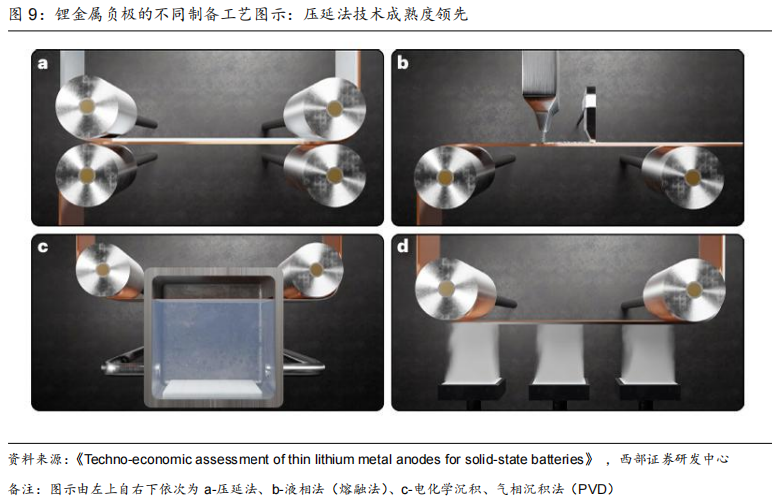
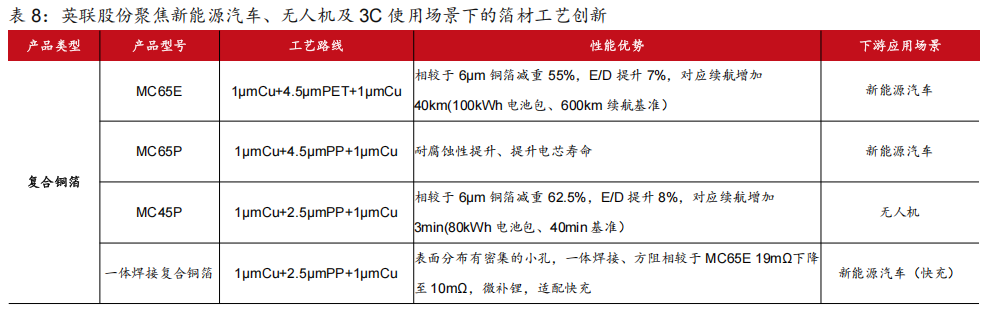
③技术路径:压延法率先规模落地,蒸镀法性能领先产业化可期:锂箔制备工艺压延法技术成熟度领先,蒸镀工艺具性能领先 产业化可行性,液相法(熔融法)及电化学沉积法副反应多,生产可靠性较差。锂箔厚度方面当前压延法约20-50µm,具备连续生产能力,但未来极薄化尚需推进工艺升级;蒸镀法理论可至10µm内,精准控制膜厚优势显著,具备连续生产潜力,但初始设备投入大,沉积速率低,当前处于实验室小试阶段。
风险提示:市场需求不及预期;技术升级不及预期;假设条件不及预期。
一、大宗化时代负极格局集中,远期新技术扩散重塑格局
1.1 下一代固态电池催生负极新技术广阔空间
负极行业复盘:大宗化时代格局进一步集中,更高性能要求下硅基、锂金属负极技术应运而生。负极材料主要影响锂离子电池的首次库伦效率、能量密度、循环性能等,是锂离子电池最重要的原材料之一。负极材料行业格局与技术路线复盘:
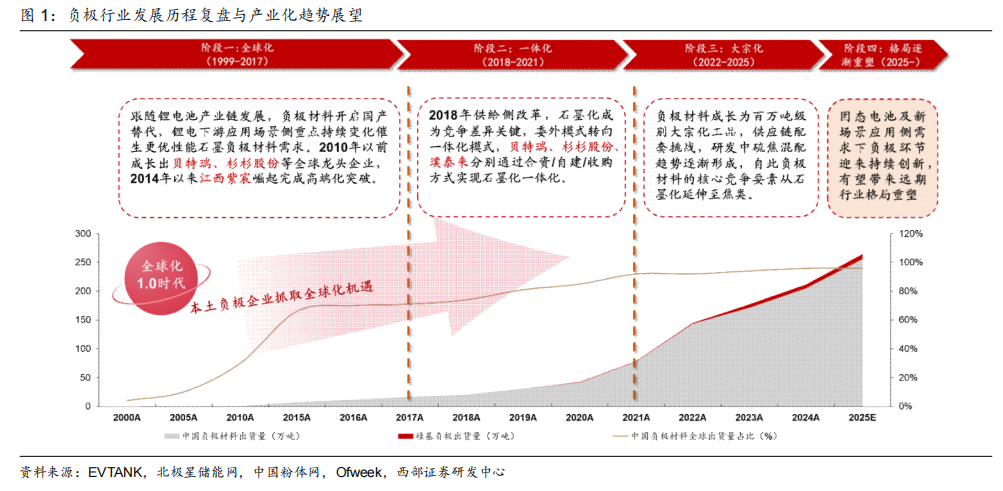
(1)1999-2017年:本土负极企业抓取全球化机遇。上世纪90年代,日本索尼公司研发出首款商用锂电池,初代锂电池负极的石油焦受限于结构及比容量问题而被中间相炭微球(MCMB)材料取代进行广泛应用,负极材料行业由日本完全垄断。1999年杉杉股份寻求新能源转型与鞍山热能研究院合作实现MCMB大规模量产,本土负极材料企业开始发力。3C电池趋势下,开发性能更优的石墨材料以淘汰成本高且容量较差的MCMB材料成为产业主要趋势。2000年贝特瑞突破天然磷片石墨化技术使得天然石墨开始国产化,2005年杉杉股份成功研发出人造石墨负极材料FSN-1,2012年江西紫宸成立并与ATL达成密切合作,逐步实现高端化突破。1999-2017年期间,锂电下游应用场景侧重点不断变化,本土企业贝特瑞、杉杉股份等逐步成长为全球负极龙头,中国负极产量全球占比持续提升。
(2)2018-2021年:一体化模式跑马圈地。2018年供给侧改革以来,石墨化成为负极材料行业竞争差异化的关键,委外加工模式逐步转向一体化模式以增强成本与产品优势。在供给短缺叠加原材料上涨的背景下,石墨化一体化布局可有效保证供应链的安全,提高成本掌控力。贝特瑞、杉杉股份、璞泰来分别通过合资、自建、收购的方式实现石墨化上游一体化。凯金能源、尚太科技基于自身石墨化优势率先建立成本领先性,且向下游延伸成为宁德时代等头部电池厂核心供应商,中科电气介于技术导向与成本导向两类之间。
(3)2022-2025年:大宗化时代格局进一步集中。大宗化时代意味着化工企业可以依靠纵向一体化能力、横向循环优势参与到锂电材料的竞争中,原有的锂电材料龙头需要通过整合上游资源,联合化工企业等方式强化竞争壁垒,同时大宗化时代对企业在供应链管理和技术创新降本方面提出了更高的要求。当前TWh时代对材料企业的供应链与副产品回收能力要求明显提升,持续性壁垒的形成需要兼具精细与大宗化工能力。负极材料历经全球化、一体化演进,已步入百万吨级大宗品阶段,供应链能力面临严峻考验,上游焦类(特别是低硫焦)供应瓶颈日益凸显。主流企业(如贝特瑞、杉杉、中科电气)纷纷锁定针状焦、石油焦资源以保障供应。面对低硫焦持续紧张及头部电池厂商(如宁德时代)的示范效应,研发中硫焦混配技术以降低低硫焦依赖渐成趋势。由此,负极行业的竞争焦点已从石墨化工艺效率,纵深延伸至对关键焦类原料的战略掌控与优化利用能力。
(4)2025年开始:工艺突破驱动硅基负极产业化提速,2027年固态电池有望催生更高性能金属锂负极新需求,远期看新技术全面扩散或带来格局重塑。硅基负极理论比容量(4200 mAh/g)远高于传统石墨负极(372 mAh/g),有望大幅提升锂离子电池能量密度,而球磨法向CVD硅碳工艺迭代大幅提升硅基负极产业化能力,新晋企业如天目先导、兰溪致德CVD硅碳进展领先。2025年3C领域旗舰机型电池容量迈向7000mAh,头部企业竞相布局硅基负极机型,产品应用层面有望逐步呈现由高端旗舰机型向中端机型渗透趋势。2027年全固态电池有望实现0-1装机突破,锂金属负极兼具高理论比容量、低电化学电位、轻量化等明显优势,有望成为下一代固态电池首选负极材料。
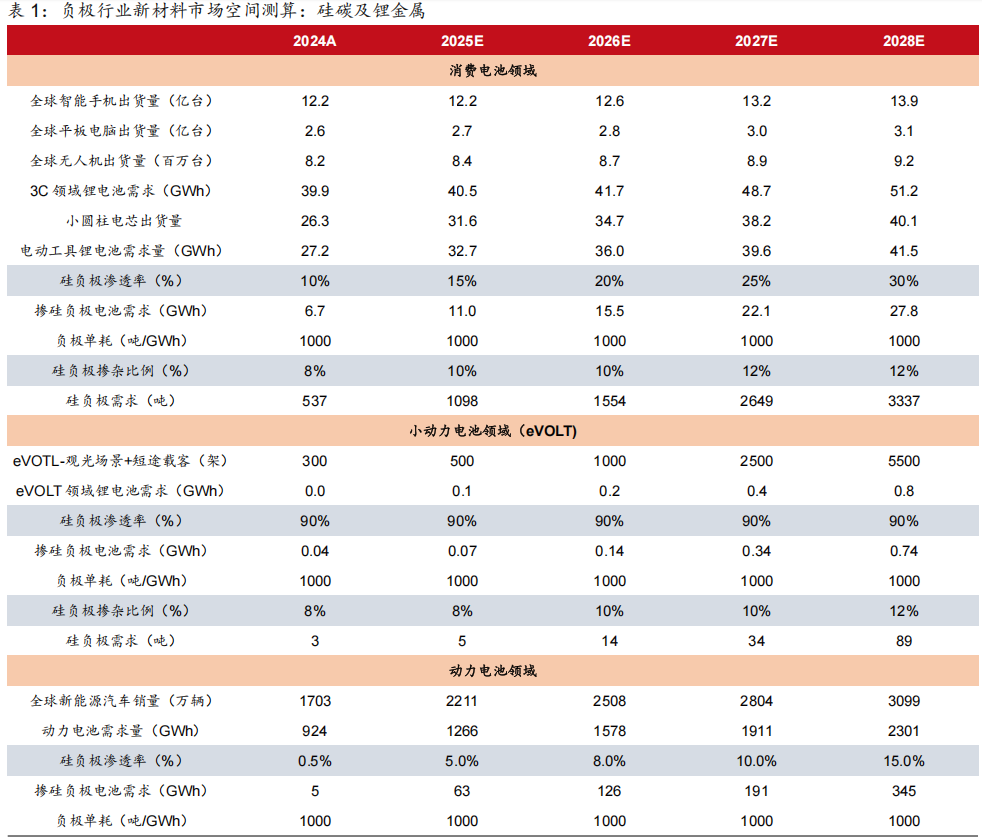
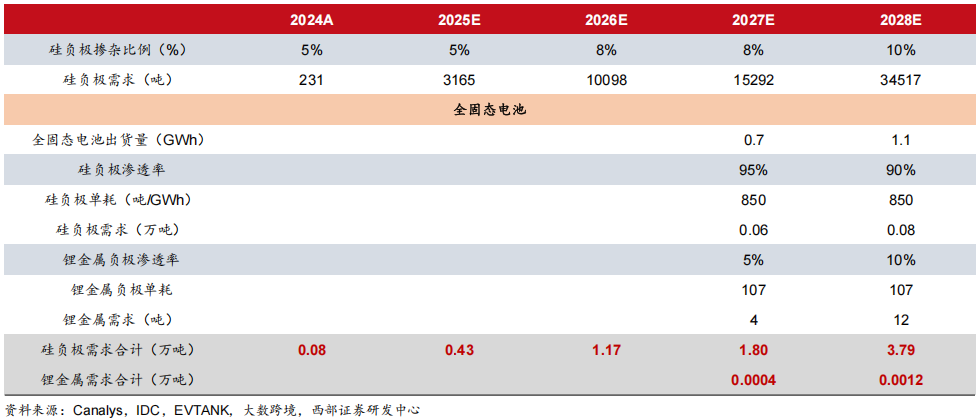
负极新材料市场空间测算:硅负极于消费电池领域率先起量,远期逐步实现动力电池领域渗透(eVOLT、新能源汽车)。经测算,中性预期下我们预计2028年全球硅负极需求量约3.8万吨,据中冶有色网硅碳负极价格趋势变化,假设30万元/吨,对应市场空间约113.8亿元;2027年全固态电池有望实现小规模装机带来锂金属新需求。经测算,2028年全球锂金属需求量约0.001万吨,据天铁科技锂金属价格交流,假设60万元/吨,对应市场空间约0.07亿元,而锂箔复合带的产品价值量更高。
核心假设如下:
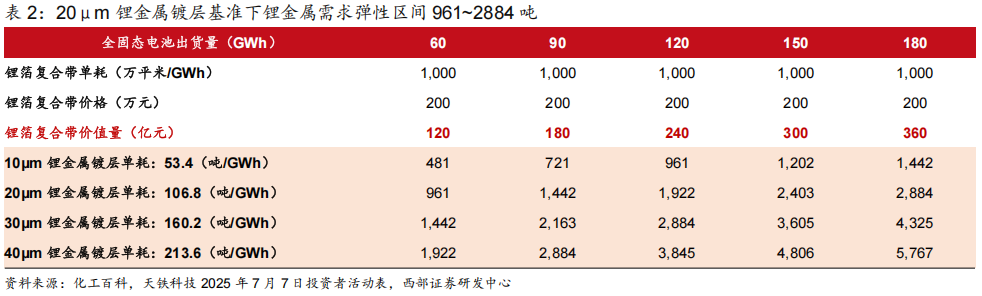
(1)消费电池领域:据Canalys及IDC,2024年全球智能手机及平板电脑出货量分别为12.2亿台及2.6亿台,受手机换机周期及AIPC拉动,预计2028年手机及平板电脑出货量分别为13.9亿元台及3.1亿台。据大数跨境,2024年消费及商用无人机市场销量约819万台,受益于全球无人机市场需求明显增长,假设2028年全球无人机市场销量约920万台,综上3C领域合计对应约51.2GWh锂电池需求;据EVTANK,2024年电动工具小圆柱电芯出货量约26.3亿支,受益全球电动工具及两轮车需求增长,2028年出货量有望达40亿支,假设60%为2Ah 18650圆柱电芯,40%为4Ah 21700圆柱电芯,对应约41.5GWh锂电池需求。假设硅负极渗透率30%,掺杂比例12%,对应硅负极需求0.33万吨。(2)小动力电池领域:低空经济被国家列为战略新兴产业,随着国家及各地政府支持政策不断出台行业发展应用有望提速,假设2028年观光场景 短途载客场景下eVOTL年增量为5500架,单台配电量约150kWh,对应0.8GWh锂电池需求。假设硅负极渗透率90%,掺杂比例12%,对应硅负极需求0.009万吨。(3)新能源汽车:全球不同区域市场受政策及车型周期影响,电动车销量增速方差较大,长期看受益于2025年后欧洲市场强车型周期及东南亚、拉美等新兴市场进一步放量,2028年全球新能源汽车销量有望超3000万辆,对应超2TWh锂电池需求。假设硅负极渗透率15%,掺杂比例10%,对应硅负极需求3.5万吨。(4)全固态电池:类比中国2009年开启“十城千辆”节能与新能源汽车示范推广应用工程,受国内政策扶持及产业化不断推进,2028全固态电池出货量有望达1.1GWh,假设硅负极渗透率90%,锂金属负极渗透率10%,分别对应0.08万吨硅负极及0.001万吨锂金属需求(20μm镀层基准)。远期锂金属负极市场空间广阔,弹性测算下负极应用侧锂箔复合带市场空间120~360亿元。若以20μm锂金属镀层为基准,对应锂金属需求量961吨~2884吨区间。核心假设如下:(1)假设2030年后全固态电池产业化规模落地,分别假设60~180GWh出货量,假设锂金属负极渗透率为15%,则对应锂金属全固态电池出货量的弹性区间为9~27GWh。(2)假设锂箔复合带单耗1000万平米/GWh,根据锂密度分别测算不同厚度下(10μm、20μm、30μm、40μm)对应的锂金属需求量。
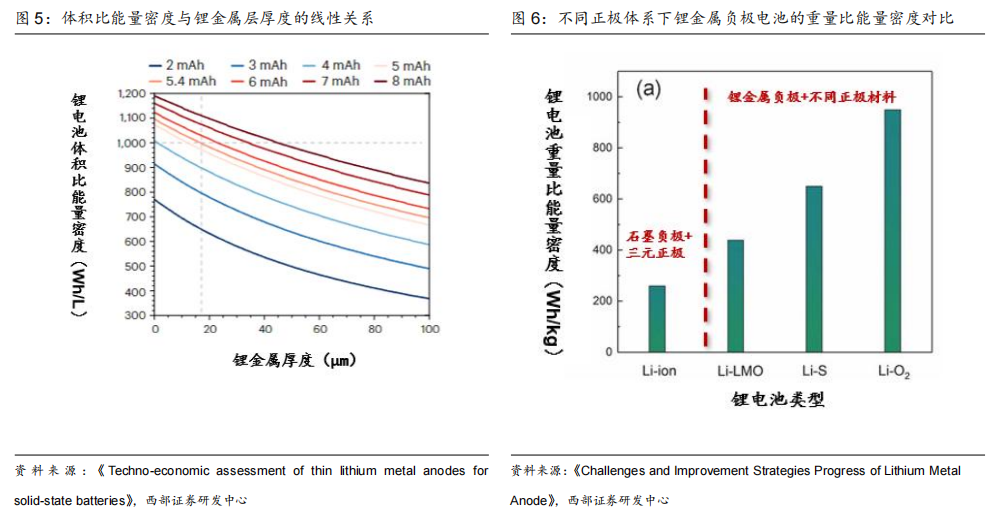
锂金属兼具高比容量 低电极电势,有望成为下一代高比能量电池体系中最具潜力的负极材料。负极材料直接影响锂离子电池的电池容量、循环、倍率(快充)、安全性等性能,据中商产业研究院,石墨体系下锂电池四大主材中负极材料成本占比约6-10%。锂金属负极具备高理论比容量(3860 mAh/g)和低电极电势(−3.04V),对比石墨较低的理论比容量(372 mAh/g)及较高的电压平台,锂金属负极能够兼容更高电压(>4.5V vs. Li⁺/Li)的正极材料(如富锂锰基、高镍、不含锂的硫),进一步提升电池能量密度。锂金属负极配合锰酸锂正极(LMO)有望实现锂离子电池能量密度260Wh/kg向440Wh/kg跃升,而在锂硫(Li-S)和锂氧(Li-O2)电池体系中,其理论能量密度分别有望提升至650Wh/kg及950Wh/kg,有望成为下一代固态电池体系中最有潜力的负极材料。
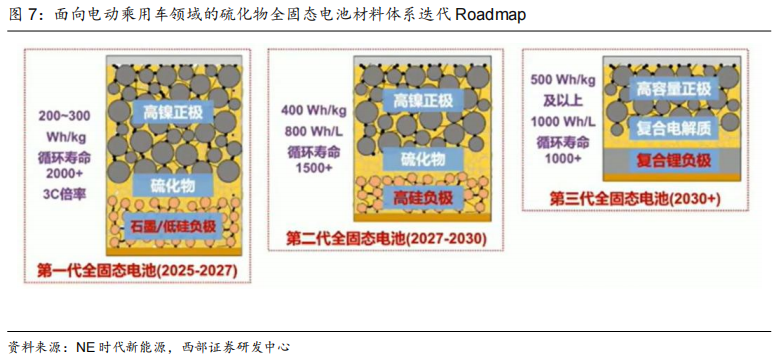
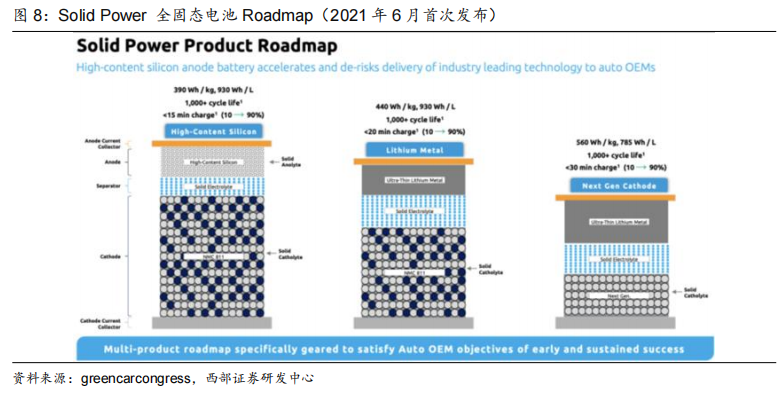
突破限制,锂金属负极为负极侧长期技术演进方向。据2025年2月欧阳明高院发言,当前固态电池主流技术路线为硫化物体系,主要材料技术迭代在正、负极环节,锚定2030年高能量密度目标,硫化物体系下锂电池正、负极材料技术迭代路径清晰:2025-2027年:石墨/低硅负极 高镍正极体系。目标能量密度200~300Wh/kg,循环寿命2000cyc,具备3C快充倍率,材料体系以三元高镍正极、低硅/石墨负极体系为主,重点聚焦长寿命及高倍率开发方向;2027-2030年:高硅负极 高镍正极。目标能量密度400Wh/kg,循环寿命1500cyc,正极仍以三元高镍材料体系为主,重点聚焦高比容硅碳负极技术迭代;2030年后:复合锂负极 高比容正极。目标能量密度500Wh/kg,循环寿命1000cyc,适配第三代全固态电池升级,重点聚焦锂金属负极迭代,逐步向复合电解质(主体电解质 补充电解质)、高电压高比容正极(高镍、富锂锰基、硫等)升级。海外电池企业普遍明确锂金属负极路线,国内头部大厂紧随其后。海内外电池企业全固态电池量产时间节点普遍集中在2027~2028年,电池目标能量密度400Wh/kg起步,正极侧普遍使用高镍正极体系,负极侧海外新锐固态电池企业Solid Power、Factorial Energy均已明确采用锂金属负极。据Solid Power Roadmap,其第二代锂金属全固态电池重量比能量密度可达440Wh/kg,体积比能量密度可达930Wh/L,同时具备室温充放电条件下1000cyc循环寿命。据NE时代,2024年9月Factorial宣布与梅赛德斯-奔驰联合开发全固态电池Solstice,采用干法电极 锂金属负极技术。2025年2月奔驰EQS车型开启路测,锂金属全固态电池能量密度达450Wh/kg,续航增加25%,单次充电可行驶1000公里,实现安全、效率、轻量化突破。
1.3 安全基石稳固,电解质改进、结构设计、界面工程改善推动锂金属商用
固态电池体系为安全使用锂金属负极提供可能。在液态电解液中,锂金属在充放电过程中容易不均匀沉积,形成针状或树状的锂枝晶。这些枝晶会刺穿柔软的聚合物隔膜,造成电池内部短路,引发热失控甚至起火爆炸,导致锂金属负极无法在液态电池中安全使用。固态电池体系下,得益于固态电解质的极高的机械强度和致密结构,能物理阻挡锂枝晶的生长和穿透,极大地提高了电池的安全性,使用高能量密度的锂金属负极成为可能。液态电池体系下锂枝晶问题的根源在于锂金属的高反应活性及电极/电解液界面的不稳定性。(1)高活性引发的副反应。锂金属易与有机电解液发生反应,生成无机副产物(如 Li₂CO₃、LiOH、Li₂O、Li₃N、LiF)和有机副产物(如 ROCO₂Li、ROLi、RCOO₂Li,其中 R 为烷基),导致活性物质损失和电解液持续消耗,同时伴随气体析出。(2)界面不稳定性导致的沉积失控。一方面SEI膜(固态电解质界面膜)的不均匀性会升高局部锂离子(Li⁺)扩散能垒,诱导锂核优先在薄弱处成核;另一方面电解液中离子浓度梯度失衡进一步加剧锂离子的非均匀沉积,形成恶性循环。锂枝晶的形成通常经历三个阶段:初始SEI膜的不均匀性形成局部锂离子传导优势通路;随后,锂优先沿这些通路沉积,发展成晶须状枝晶;最终,枝晶不断生长并分叉形成树状结构,直至刺穿隔膜。当前学界和产业界主要致力于从电解质优化、结构设计(如集流体改性、材料设计)以及界面工程等方向入手,以抑制锂枝晶的生长,进一步优化锂金属负极在全固态电池中的应用安全性。
二、压延法和蒸镀法并行,多方竞合格局掘金投资机遇
2.1 压延法成为主导,蒸镀法性能领先产业化可期
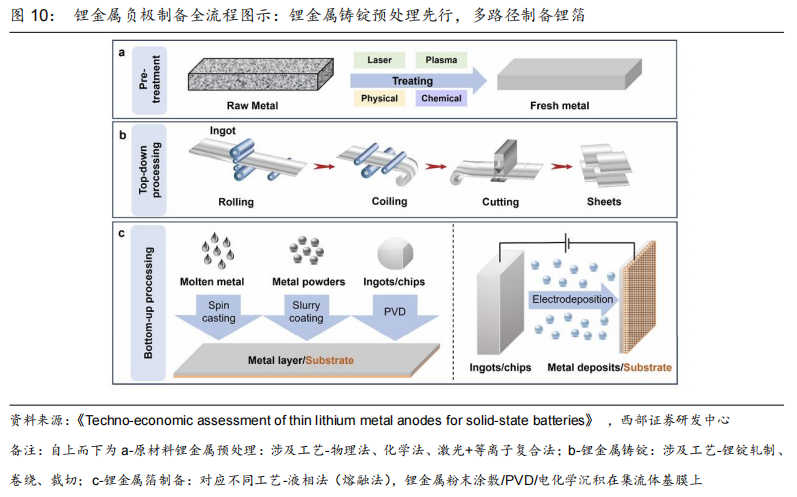
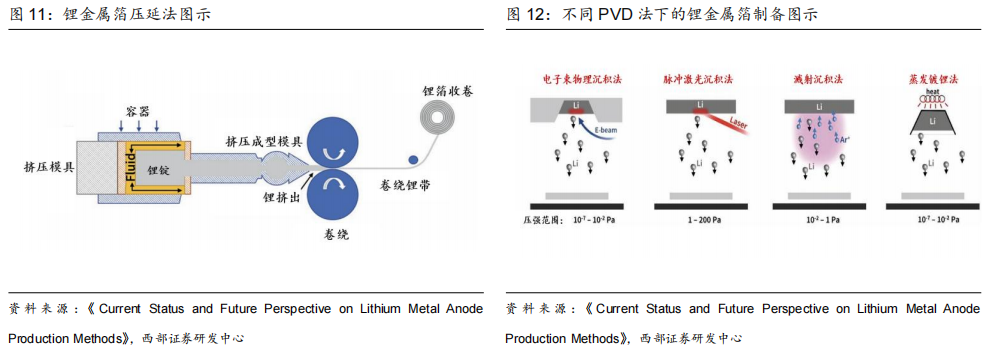
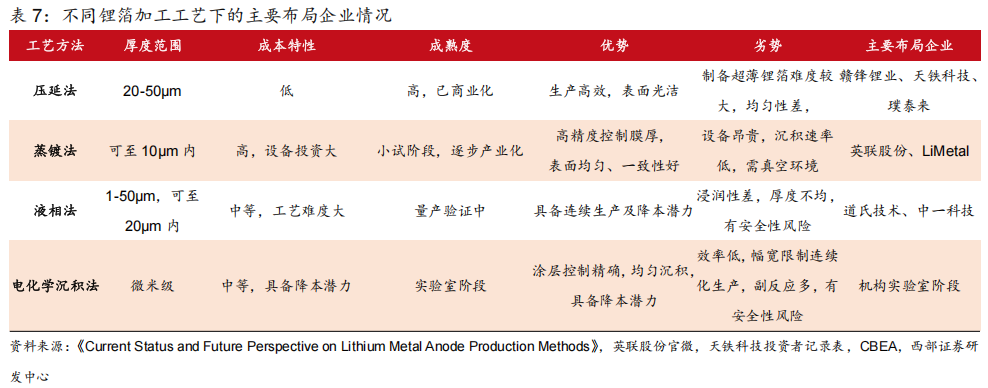
锂箔制备工艺压延法技术成熟度领先,蒸镀工艺具性能领先 产业化可行性,液相法(熔融法)及电化学沉积法副反应较多,生产可靠性较差。Li化学性质极活泼,可直接与氢、氧、氮气化合,遇水、酸激烈反应放出氢气,由此将锂金属制备成负极侧薄膜工艺难度大,其工艺特性直接影响到厚度控制、安全性、成本和产业化潜力。压延法:工艺技术成熟,有望率先实现产业化应用。压延法(挤压/辊压)采用机械加工方式,工序包括提锂、电解、挤压和辊压工序制备锂箔。具体流程是将锂锭通过挤压机形成条状,再经轧制机压延成箔片,通常需要多次辊压并精确控制压缩比以达到超薄厚度。压延可实现连续生产制备 50µm 的锂箔,但膜厚过厚无法达到锂金属负极 1000 Wh/L 的体积比能量密度,同时锂的高粘性使得 50µm 的无损伤压延极具挑战性。液相法(熔融法):基于锂的熔融温度较低原理(Li: 180.5℃, Na: 97.8℃, K: 63.5℃, Zn: 419.5℃,Mg: 650℃, Al: 660.3℃),将锂熔融为液态后浸涂、喷涂或刮涂在 3D 多孔集流体基膜上。熔融法适用于液态加工,但锂的高活性及其与工具和设备表面的粘附性限制了熔融加工技术的使用,连续生产厚度低于 50µm 的锂箔量化难度较大。电化学沉积法:使用电解液通过电化学过程还原锂离子,沉积在集流体表面形成锂箔层。电化学方法能够通过调控反应动力学和反应过程更精确地控制超薄锂负极的厚度,但锂电沉积和SEI 同时形成会导致高表面积的丝状生长,形成多孔的“苔藓状”形态的锂,生产安全隐患。气相沉积法(PVD):主要分为蒸发镀、溅射、电子束物理气相沉积、脉冲激光沉积。①蒸发镀:真空环境下通过加热气化锂金属方式在铜箔基材上冷凝成薄膜。蒸发镀适配于低熔点和高蒸气压的材料(如 Li),通过调节蒸发温度,能够灵活控制所制备的锂箔,可实现连续规模生产。②溅射:通过大量电离出的氩离子(Ar )轰击靶材, 将锂金属原子或分子均匀沉积在铜箔基材上。溅射工艺已在复合集流体铜箔侧实现产业化应用,理论上可快速有效地制备出表面均匀平整、基材粘附性好和厚度在纳米或亚微米级的锂箔,但考虑到 Li 元素本身的活泼化学特性,实际制备的工艺难度较大。③电子束物理气相沉积(EB-PVD):通过电子束撞击靶材,锂金属汽化后沉积在铜箔基材上,优势在于杂质含量低、效率高,但成本高,短期难产业化。④脉冲激光沉积:通过激光轰击锂靶材产生等离子体,沉积在基板上形成纳米级锂膜,但沉积时间过长导致效率低下(如 4 小时/3 微米),不适配大尺寸宽幅锂箔生产。
2.2 上-中游产业链动须相应,掘金锂金属负极投资机遇
卡位锂金属负极景气赛道,形成锂企驱动、负极厂布局、箔材厂切入的多方竞合格局。上游锂企主导原材料优势,拥有全球领先的锂资源布局,其核心竞争力在于高纯度、低成本、高安全的金属锂锭/箔的规模化制备能力,代表性企业如赣锋锂业、天齐锂业、天铁科技,其中赣锋锂业和天铁科技在金属锂压延工艺上位居行业前列;中游负极材料厂商凭借深厚的材料研发、涂层技术和电池应用理解,积极向更具前瞻性的锂金属负极领域拓展,其优势在于对负极-电解液界面、复合负极结构(如预锂化、三维集流体复合、人工 SEI 层等)的深刻理解和开发能力,代表性企业如璞泰来、贝特瑞、道氏技术;箔材厂深耕高性能铜箔集流,依托在超薄、高强、高延展性铜箔/其他金属箔材制造方面的深厚积累,将其精密箔材加工技术(如电沉积、压延、蒸发)向锂金属沉积/复合集流体领域延伸,代表性企业如英联股份,有望成为锂金属负极制造中关键沉积工艺和新型集流体的重要开发者和供应商。
2.3 英联股份:复合箔厚积薄发,锂金属蒸镀工艺对接大厂
快速金属消费品包装行业龙头,积极切入锂电池复合集流体赛道。英联股份成立于 2006 年 1月 11 日,公司于 2017 年 2 月 7 日在深圳证券交易所挂牌上市。英联股份系国内快速消费品金属包装行业龙头,核心金属易开盖产品主要应用于主要服务于食品、饮料、日化用品等快消品领域,并与王老吉、养元饮品、联合利华、雀巢等知名品牌建立了长期合作关系。公司 2022年起推行“双主业”战略(快消品金属包装 新能源材料),通过控股子公司江苏英联布局锂电池复合集流体领域。2024 年公司营收 20.18 亿元,同比 15.5%;归母净利润-3967.26 万元,同比- 379.2%,主要系原材料价格上涨、研发支出增加及税务调整等因素影响。据公司对外投资进展及战略合作公告披露,公司计划投资 30.89 亿元建设复合集流体项目,计划至 2026 年建成 134 条复合铜箔产线和 10 条复合铝箔产线,达产后年产能目标为 5 亿㎡复合铜箔、1 亿㎡复合铝箔。复合铝箔生产线设备购自日本爱发科(株式会社 ULVAC),全部 10 条生产线计划 2025 年 7 月前完成交付。公司复合集流体新产品商业化应用提速,2024 年底获得批量订单(10 万㎡复合铝箔 5 万㎡复合铜箔),并签署《战略协议》。U&S 指定江苏英联为 2025-2029年独家供应商,计划 2025 年采购 200 万㎡复合铝箔和 100 万㎡复合铜箔,2026 年后伴随下游复合集流体产品订单释放,有望开启营收贡献。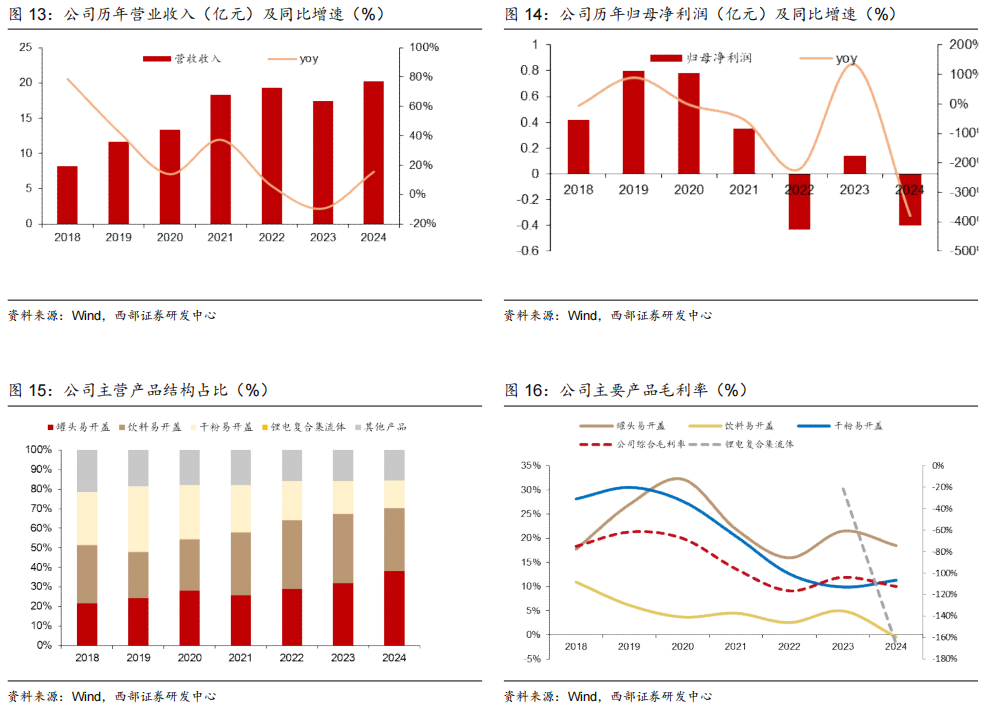
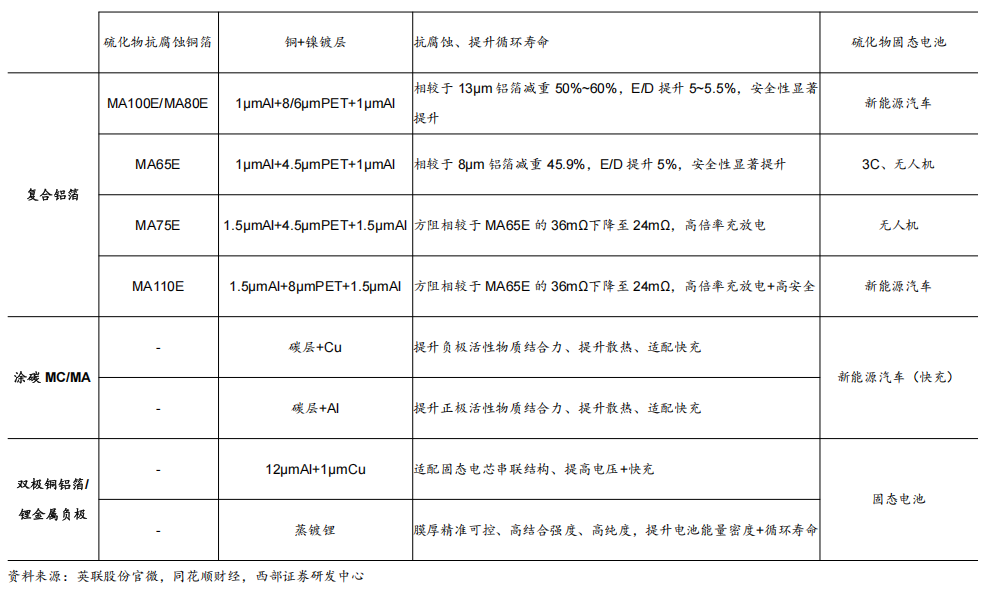
蒸镀法兼具性能领先性与产业化可行性,锂膜厚度精准可控对接下游大厂需求。复合集流体产品方面公司已发布多款不同规格MA/MC 产品。MA65E复合铝箔(1μmAl 4.5μmPET 1μmAl),相较于 8μm 铝箔减重 45.9%,E/D 提升 5%,安全性显著提升,适配高端新能源汽车应用。固态电池方面公司布局双极铜铝箔、硫化物抗腐蚀铜箔及蒸镀法锂金属负极。英联股份将蒸发镀技术从复合铝箔迁移至锂金属负极制备,该方法在真空环境中沉积锂,通过设备(如爱发科的 EWK-030 真空沉积系统)实现锂薄膜的精准厚度控制。蒸镀法兼具性能领先性与产业化可行性,生成锂膜具备高高纯度、高生成致密性,相较于压延法提升了物性稳定性和安全性,有效降低枝晶生长风险。下游客户方面公司已对接头部大厂需求,积极推进联合开发与送样测试。
2.4 天铁科技:锂金属全产业链Know-how,eVOLT产业化应用率先落地
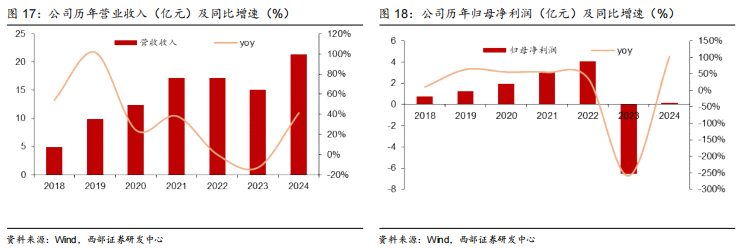
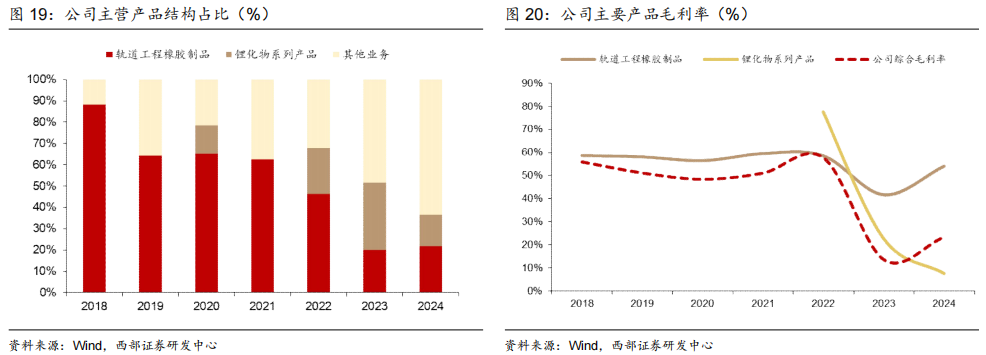
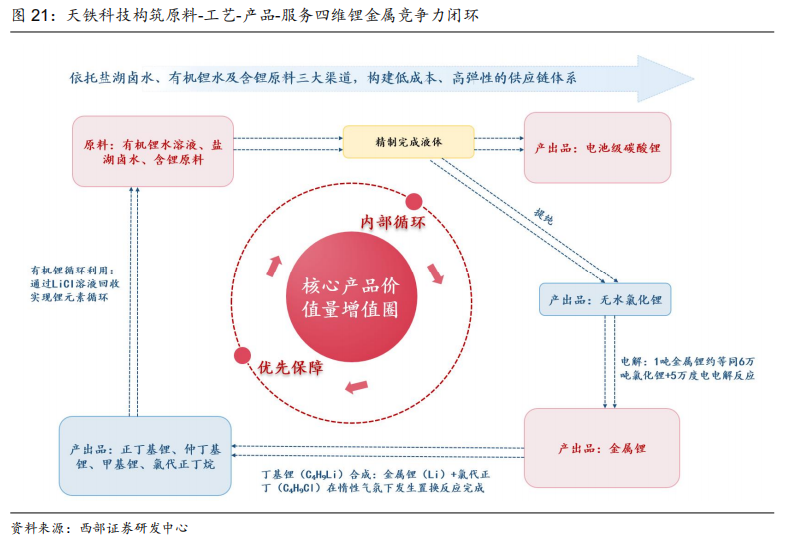
轨道交通与新能源业务双轮驱动战略布局。天铁科技成立于 2011 年 12 月 20 日,公司于 2017年 1 月 5 日在深圳证券交易所挂牌上市,初始业务以轨道工程橡胶制品为主,后续通过战略投资扩展至锂化物领域。公司专注于减振业务和锂化物新能源业务,通过子公司昌吉利和孙公司安徽天铁拓展新能源产业链。2024年公司实现营收 21.4亿元,同比 41.7%;归母净利润1520.4万元,同比 102.3%;扣非净利润-4803.1 万元,较上年同期亏损大幅收窄。业务结构方面,2024 年减振业务(轨道工程橡胶制品)营收 4.7 亿元,总营收占比 21.8%,毛利率 54%,主要产品系橡胶减振垫;锂化物系列产品营收 3.1 亿元,总营收占比 14.7%,毛利率 7.56%,主要产品系氯代正丁烷、正丁基锂、无水氯化锂。配套欣界能源产能扩建,eVTOL 有望率先成为锂金属固态电池应用场景。据公司官网及 2025年 7 月 7 日投资者关系活动记录,2025 年 5 月天铁科技与欣界能源签署协议,约定在后者首条≥450Wh/kg 固态电池 2GWh 量产线投产后,公司独家供应锂金属负极材料,年采购量不低于 100 吨(采购期不少于 5 年),初步估算 1GWh 产能需 100 吨锂金属;子公司安徽天铁庐江工厂于 2024 年 10 月开始试生产金属锂产线,项目设计年产 2600 吨锂材系列产品(含锂带)。采用高效电解、除杂、低温蒸馏等工艺,可生产纯度 99.97%-99.98%的电池级金属锂,配套固态电池负极材料供应。我们认为,公司具备锂金属全产业链 Know-how 优势,孙公司安徽天铁为国内为数不多具备数千吨级锂金属加工能力企业,生产基地位于省级特殊化工园区,遵循危险化学品管理条例,具备锂金属安全生产稀缺能力;在一体化建设方面,安徽天铁通过原料-工艺-产品-服务构筑四维竞争力闭环,规模量产阶段有望释放综合成本优势。1. 固态电池市场需求不及预期:当前液态锂离子电池占据全球市场,产业内技术创新更多聚焦在技术降本,同时锂电中游企业尚处于盈利周期磨底阶段。固态电池作为下一代锂离子电池的迭代方向,当前下游应用场景尚未明确,若未来因成本问题难以实现大规模应用,则会对中游相关材料的需求造成冲击。2. 技术升级不及预期:锂金属箔膜制备路径分歧较大,企业布局技术涵盖压延法、液相法(熔融法)及 PVD 蒸镀法等,各项工艺路线优缺点对比明显,均有技术难点尚未解决。当前产业内技术路线尚未明确收敛,若未来技术路径迭代不顺、工艺难点无法突破,将冲击关键技术布局的企业。3. 假设条件不及预期:本篇报告定量测算涉及较多的前提假设,存在假设条件不及预期风险。锂金属负极为下一代固态电池长期技术演进方向,但锂金属加工难度,在实验室小规模或特定条件下(如低电流密度、高压力、特殊电解液/固态电解质)可能得到一定程度的抑制,但要在规模化生产中(大面积电极、复杂工况、长期循环)保持锂沉积/剥离的高度均匀性和稳定性极其困难,可能导致诸多涉及锂金属厚度参数的假设条件不及预期。






 VIP复盘网
VIP复盘网
