

摘要
一、主业系物料处理龙头,25年预计订单底部向上
设备价值量和份额:
-电池:800万/GWh(份额约30%);
-正极:三元1亿/万吨(份额约20%),铁锂正极0.3亿/万吨(份额约20%);
-负极:0.25亿/万吨(份额约10-20%)。
25年主业订单向上,截至Q1合同负债金额9.18亿,较24年底提升1.2亿。
宏工的主业壁垒我们认为被低估,基于:1)卖往电池厂的设备毛利率常年30% ,与先导相近,高于普通的20-30%;2)宏工的物料设备集成“硬件 软件 服务”,综合能力强才能被C/B青睐。
二、公司在固态领域布局多款新设备【核心是干法纤维化 物料自动化处理】
具体包括:
1)干法物料混合设备(包括PTFE纤维化等核心工序),与清研电子深度合作,公司通过大量的粉体仿真测试提升PTFE纤维化过程中的均匀性(技术难度预计略低于干法成膜);
2)电解质搅拌/混合设备,纯增量。
3)湿法高效制浆设备(和C公司已签署固态中试线合作协议);
4)超高镍三元/硅负极物料混合设备,设备难度/价值量更高;
其中(1) (2)合计ASP约3000万/GWh,(3)和(4)贡献额外增量。
三、纵向(非新能源)拓展丰富应用领域
近两年公司持续加大其在化工、医药等领域的产品研发/推广,基于物料处理赛道市场空间广阔,公司有望到2030年将非新能源领域的收入占比提升至40%。
投资建议
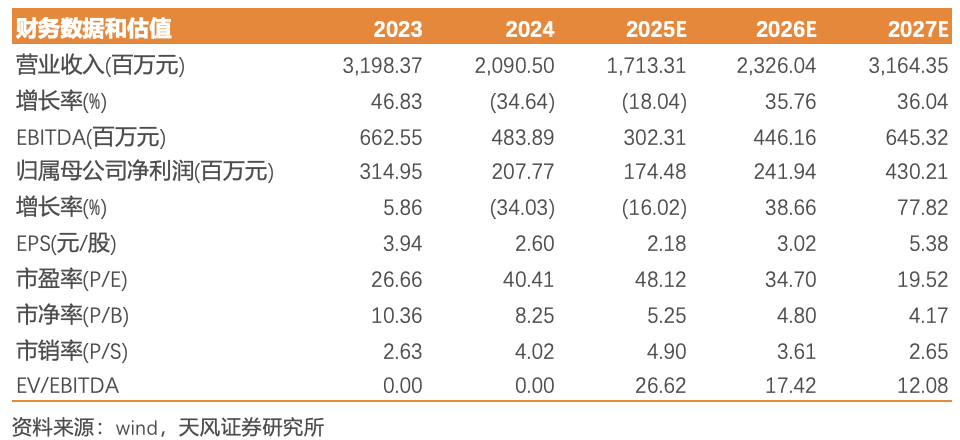
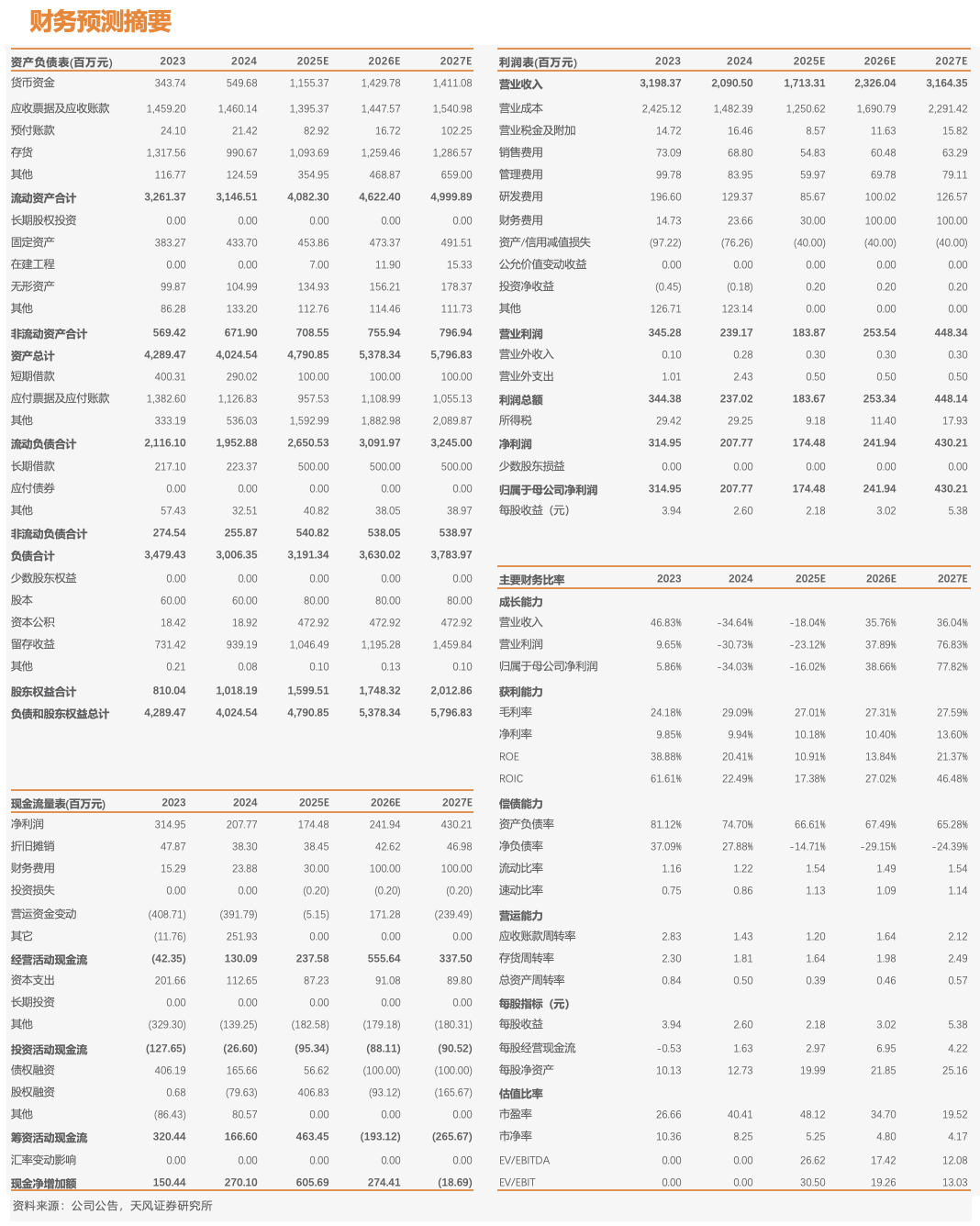
我们预计公司25-27年实现归母净利润1.74/2.42/4.30亿元,YOY-16%/ 39%/ 78%,对应PE分别为48X/35X/20X。首次覆盖,给予“增持”评级。
风险提示:下游订单需求不及预期、固态电池产业化进展未达预期、合资企业研发进展不及预期、公司股票价格与交易量频繁异常波动。
1.
聚焦锂电、布局多行业的物料自动化系统服务商
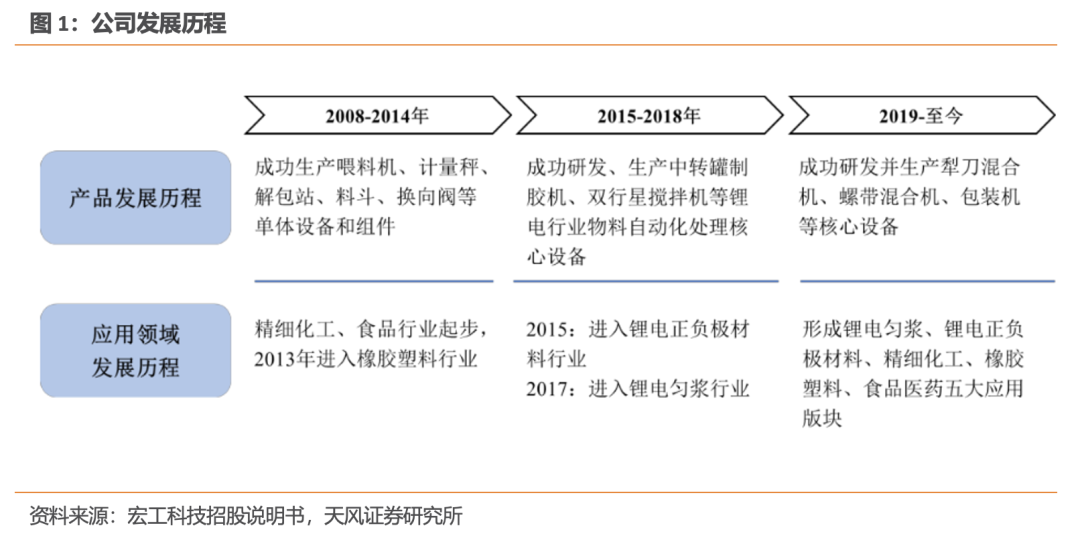
1.1. 公司发展历程
公司聚焦物料自动化处理产线及设备研发、设计、生产和销售多年,核心技术储备完备,下游应用经验丰富。宏工科技自成立以来,始终专注于物料自动化处理系统的研发与应用,围绕粉料、粒料、液料、浆料等多种形态物料的输送、配料、混合、包装等核心环节,逐步建立起覆盖多个流程工业领域的技术与产品体系。
公司早期聚焦于精细化工、食品行业,后切入橡胶塑料领域,并在2015年起依托自研核心设备进入锂电池正负极材料等新能源领域。2019年以来,公司大力拓展宁德时代、比亚迪、中创新航等优质锂电客户,成为国内主流的物料处理系统供应商之一,并在保持锂电业务优势的同时,加快向精细化工、食品医药等非新能源流程行业延伸,推动产品在定制化服务的基础上向标准化、模块化设备发展。
1.2. 主营业务:立足锂电,持续向非新能源领域拓展
1.2.1. 锂电主业稳健拓展,前瞻布局下一代电池工艺
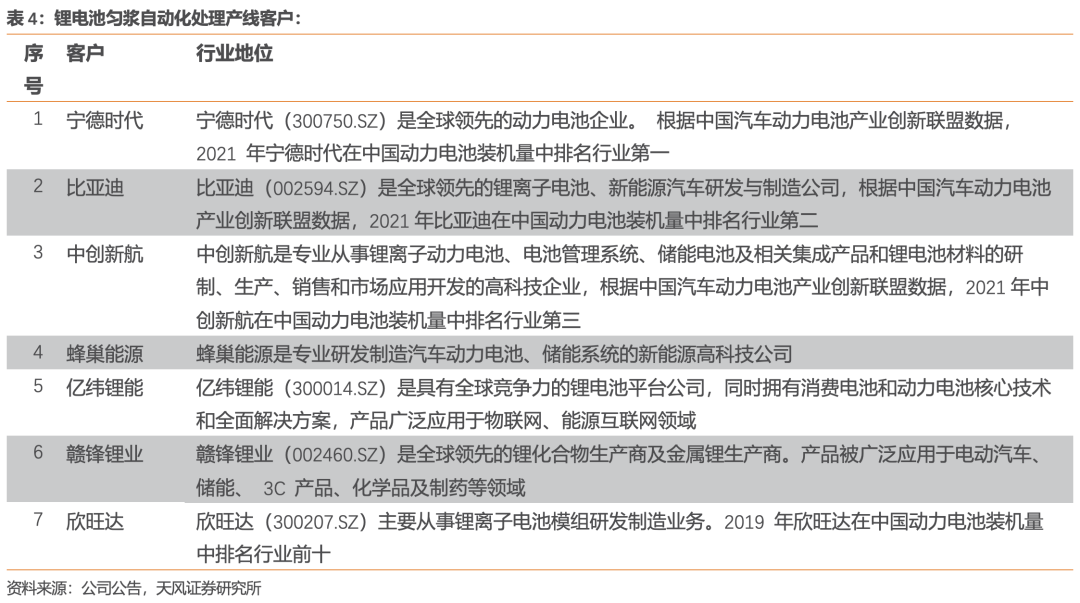
在锂电主业方面,公司近年来紧抓下游行业扩产节奏,聚焦头部客户需求,实现了业务的稳健拓展与前瞻布局的协同推进。公司锂电客户覆盖锂电池产业链中的电芯制造与正负极材料环节,且多为行业龙头或主流厂商。依托大客户的国际化布局,公司在巩固国内市场份额的同时积极推进海外业务拓展,2024年新签海外及客户出海相关订单2.2亿元。
公司坚持大客户战略,凭借自主研发的核心设备与在自动化处理方面的应用经验,大力拓展锂电行业的核心客户资源,已成为宁德时代、比亚迪、中创新航、蜂巢能源、亿纬锂能、华友钴业、容百科技、杉杉股份、长远锂科等下游应用端头部企业设备供应商。
依托核心客户的国际化产线建设,公司在巩固国内市场份额的基础上同步推进海外业务拓展。2024年新签海外及客户出海相关订单合计达2.2亿元,海外业务实现快速突破。


技术方面,公司持续深耕锂电正负极材料等核心工艺段的物料自动化处理,围绕干法电极、固态电池等下一代电池技术展开前沿布局。(1)在干法领域,公司联合清研电子开发了混合均质一体机,成功解决PTFE均质、纤维化等行业痛点,相关设备已实现小批量销售;(2)在固态电池方向,公司向客户交付的试验线已完成性能验证,具备产业化基础,且凭借在精细化工时期积累的密闭输送与防氧控制能力,在主流硫化物路线中具备显著技术适配优势。(3)此外,公司还与客户就高镍、硅基材料的干法研磨、压实等复杂工艺展开联合研发,提升设备自动化程度与良率稳定性。
在行业集中度不断提升的背景下,公司凭借稳定可靠的产品性能、快速响应的客户协同机制和持续研发能力,构建起领先的竞争优势,并通过为客户降低能耗、提升效率等方式,持续强化自身在物料自动化处理领域的核心壁垒。
1.2.2 深化非锂电领域布局,拓展多场景应用
公司持续推进非新能源领域的产品研发与市场拓展,积极构建多元化业务生态,以增强抗周期能力与可持续增长动能。2024年,公司聚焦精细化工、橡胶塑料、食品医药等多个流程工业场景,加大对FFS重膜包装机、全自动包装机、全自动底充式包装机等核心设备的研发投入,并将部分锂电领域设备延伸应用至非新能源行业,实现产品技术的跨领域复制。
同时,公司通过拓展设计院、研究所等项目渠道,加大行业展会投入力度,提升在细分市场的品牌影响力与客户覆盖面,2024年全年实现食药化塑产线及设备营收3.91亿元,同比增长57.2%。
战略层面,公司已将非锂电领域确立为下一阶段重点发力方向,重点围绕食品、生物医药、精细化工、新材料等需求刚性强、波动性较低的应用场景展开深度布局,相关行业具备稳定现金流属性,有助于公司构建周期错位的业务矩阵,形成稳定的现金流支撑体系。我们认为,通过推进产品多元化、行业多极化,公司整体经营的波动性有望进一步平滑,抗风险能力持续增强。
1.3. 财务数据分析
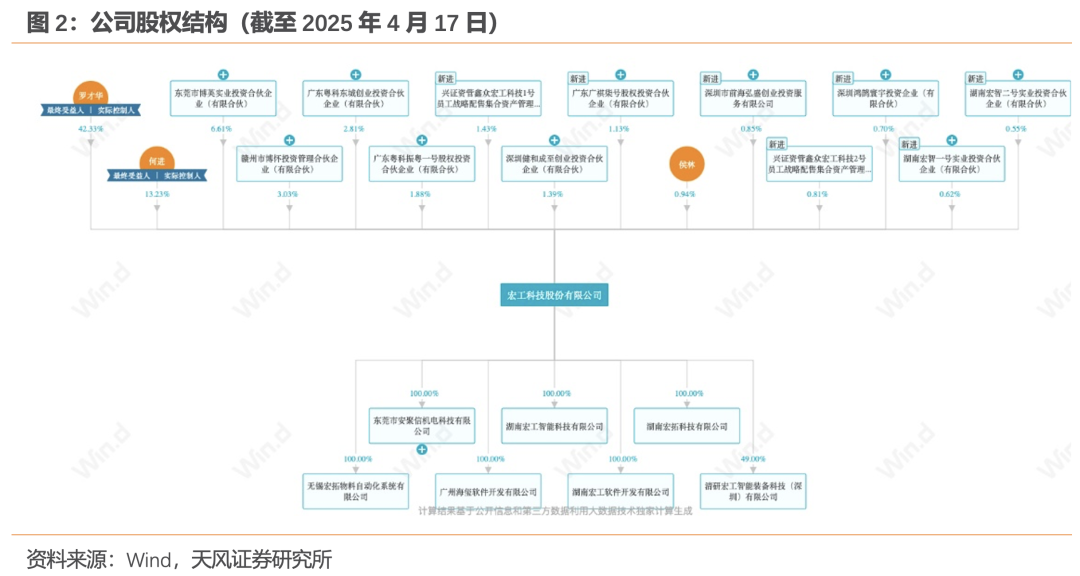
1.3.1. 公司股权结构
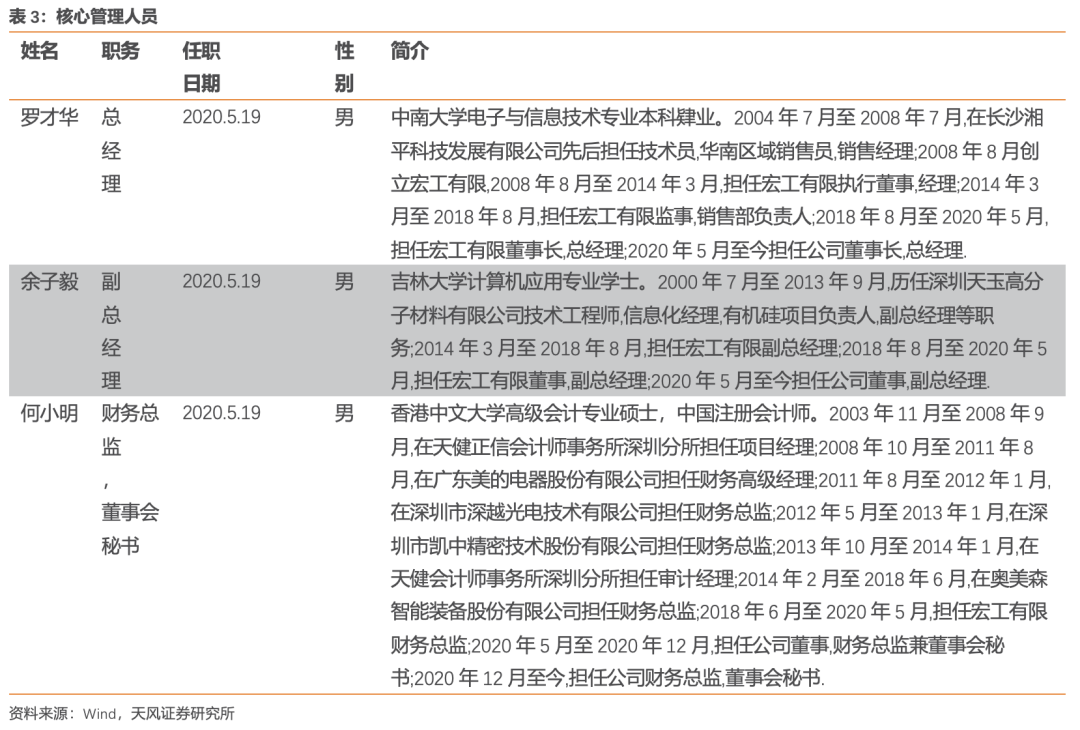
管理层经验丰富、背景互补,核心团队稳定为公司持续发展提供坚实支撑。公司高级管理人员包括总经理、副总经理、财务总监兼董事会秘书等核心岗位,主要由罗才华、余子毅、何小明等人构成。公司现任高级管理人员包括罗才华、余子毅、何小明等,均具备相关领域多年管理及技术经验。近两年,公司高级管理人员和其他核心人员保持稳定,未发生对公司生产经营持续性产生不利影响的重大变动。
1.3.2. 财务表现承压,研发投入保障长期韧性
收入端承压显著,主要受锂电行业订单交付节奏放缓影响。 2024年,公司实现营业收入20.90亿元,同比下降34.64%,为近年来首次负增长;2025年一季度营收进一步下滑至2.59亿元,同比下降44.50%。
利润下滑幅度更大,体现费用刚性压力。 2024年,公司实现归母净利润2.08亿元,同比下降34.03%,原因在于原材料成本传导滞后以及固定费用摊销带来的压力。扣非净利润方面,2024年为2.02亿元,同比下降33.03%;2025年一季度为1,732.53万元,同比下降59.14%。
研发投入保持高位,维持技术领先与产品标准化、模块化节奏。2024年公司研发支出为12,937.09万元,同比下降34.20%,但占营业收入比重升至6.19%;2025Q1单季研发费用达2,175.81万元,占单季营收8.39%。公司持续聚焦干法电极、包装设备等新型装备开发。
2.
主营业务:国内锂电行业主要的物料自动化处理设备供应商
2.1. 行业端:
2.1.1. 市场扩张、区域增长分化与竞争格局差异
目前,在国外尤其是发达国家,物料自动化处理行业已成为工业自动化以及智能制造体系的重要组成部分。随着全球制造业产业结构的升级转型,物料自动化处理设备广泛应用于锂电池、精细化工、橡胶塑料、食品医药、电子半导体、石化、军工等领域。未来随着制造业的智能化、自动化技术的提升,物料自动化处理的应用领域将会持续扩张,全球物料自动化处理行业整体市场具备较大的发展空间。
依据Fortune Business Insights 数据,2018 年全球物料自动化处理设备市场规模为336.5 亿美元,到2019年市场规模已达358.0亿美元,同比增长6.39%;预计到2027年市场规模增至565.10亿美元,复合增长率为5.87%。随着工业自动化进程的进一步推进,未来全球物料自动化处理行业将持续保持增长态势。在全球物料自动化处理市场中,亚太地区市场增长速度高于全球平均增长水平,是推动全球物料自动化处理发展的主要区域。
依据Fortune Business Insights 数据,2018年亚太地区物料自动化处理市场规模约为138.5亿美元,到2019年市场规模提升至150.7亿美元,同比增长8.80%。物料自动化处理行业涉及不同下游应用领域,在行业发展过程中,全球物料自动化处理相关企业逐步由零散、单一设备供应向提供成套解决方案发展。目前,在全球物料自动化解决方案供应商领域,基伊埃集团(GEA)、布勒集团(Bühler)、泽普林集团(Zeppelin)等跨国公司占据了主要市场。这些公司具有深厚的行业 发展经验、雄厚的研发能力及资本实力,在国际市场具备较强的市场竞争力。
我国物料自动化处理行业发展起步较晚,国内物料自动化处理产线及设备的生产工艺与海外市场仍存在较大差距,相关产品存在技术水平落后、自动化程度低、设备种类少、缺乏统一标准等问题。
在上述背景下,物料自动化处理行业较为分散,尚未出现广泛涵盖各个应用行业的大型龙头企业。多数企业聚焦于个别应用领域,凭借技术积累,提供物料自动化处理产线或部分关键单机设备。
2.1.2. 竞争格局:处于国内企业第一梯队
根据公司从事的下游行业分类,物料自动化处理设备的主要市场参与者如下所示:
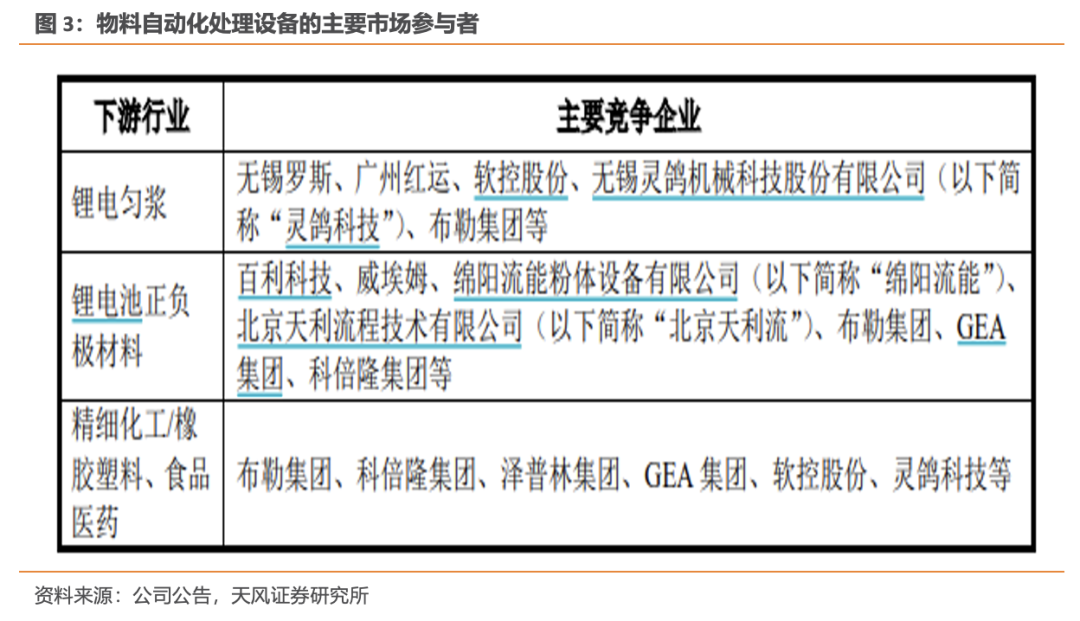
国内企业中,按照经营规模划分,第一梯队为无锡罗斯、软控股份、宏工科技、百利科技等,上述企业经营规模较大,年营业收入普遍在10亿元以上;第二梯队为广州红运、绵阳流能、北京天利流等;第三梯队为其他代表性企业,该类企业仍处于发展早期,业务规模较小。 由于物料自动化处理设备面向的下游行业范围宽泛,不同行业间的生产工艺、产品性质等差异较大,因此物料自动化处理设备竞争格局根据面向的下游行业不同,具有较大区别。
国内锂电匀浆领域中、布勒集团等国外厂商较少进入,国内企业中,第一梯队为无锡罗斯、宏工科技等企业,在锂电匀浆核心单机设备(如搅拌机等)以及产线解决方案两个领域均有较高市场份额,且业务规模较大;第二梯队为广州红运、软控股份等企业,上述企业在锂电匀浆版块业务规模小于第一梯队公司,从业务范围看,专注于核心单机设备或产线解决方案的单一领域,产品/服务矩阵处在进一步扩充阶段;第三梯队企业为其他行业内中小型企业,其业务规模相对前述企业较小。
国内锂电池材料领域中,布勒集团、GEA 集团、科倍隆集团等参与较少,威埃姆以提供单机设备为主,如犁刀混合机等;国内企业中,第一梯队为百利科技、宏工科技等企业,上述企业在该领域经营规模较大,占有较高市场份额;第二梯队为绵阳流能、北京天利等企业,上述企业在经营规模、市场份额等方面小于第一梯队企业,第三梯队企业为其他行业内中小型企业,其业务规模相对前述企业较小。
根据上文,公司在国内物料自动化处理领域,尤其是锂电行业物料自动化具有一定市场影响力,公司2022年在国内锂电匀浆、正极材料、负极材料领域物料自动化处理设备市场占有率分别约为24.67%、17.99%和10.34%。公司已成为国内锂电行业主要的物料自动化处理设备供应商。
2.1.3. 发展趋势:人力成本、发展趋势和下游需求多重拉动
(1)人力成本日益上升,提升物料自动化处理需求
近年来,中国人口结构正在发生巨大的变化。65岁及以上老龄人口占总人口的比重自2012年以来呈现逐步上升的趋势,2022年相比2012年增长了58.51%。同时,中国近年来的人口出生率和自然增长率也呈现不断下降的趋势。长期的低生育率降低了劳动力的供给水平,使得低成本劳动力成为稀缺资源。
在这一背景下,传统制造业正在面临人力成本日益上升的难题。根据国家统计局数据,我国制造业城镇单位就业人员平均工资已经从2010年的3.09万元快速提升至2022年的6.74万元。适龄劳动力的减少与劳动力成本的上升,共同推动了制造业企业逐步开启“机器换人”的步伐。物料自动化处理产线及设备可以实现对物料的自动化、智能化处理,显著降低企业人力成本与管理成本。
(2)受益于智能制造进程的推进,物料自动化处理迎来发展机遇
随着“中国制造 2025”等国家战略的不断推进,以深化信息技术与互联网技术对制造业的全面升级和深度结合为目的的智能制造已经成为制造业转型升级的重要途径和核心动力。
在国家政策与市场需求的双重驱动下,智能制造市场规模不断增长。2022年9月,工信部举行“新时代工业和信息化发展”系列发布会(第六场),发布会指出,国内智能制造装备产业规模近3万亿元,通过智能化改造,智能制造示范工厂的生产效率平均提升 32%,资源综合利用率平均提升 22%,产品研发周期平均缩短28%,运营成本平均下降19%,产品不良率平均下降24%。 智能制造产业链涵盖智能制造装备、工业互联网、工业软件、3D 打印等领域。其中,智能制造装备是智能制造发展的重要基础。在《智能制造发展规划(2016-2020 年)》中,已明确提出要面向《中国制造2025》十大重点领域,推进智能制造关键技术装备、核心支撑软件、工业互联网等系统集成应用,以系统解决方案供应商、装备制造商与用户联合的模式,集成开发一批重大成套装备,推进工程应用和产业化。 物料自动化处理产线及设备属于智能制造装备产业下的重大成套设备,是下游行业自动化、智能化升级的重要装备支撑。随着智能制造进程的不断推进以及智能制造装备的不断普及,物料自动化处理也将迎来良好的发展机遇。
(3)下游行业的发展驱动物料自动化处理行业的可持续增长
作为下游行业的重要生产设备,物料自动化处理行业的发展前景与下游需求紧密相关,下游行业的发展是本行业增长的重要因素。公司的物料自动化处理产线及设备主要应用于锂电池、精细化工等领域,以下重点分析锂电行业的发展前景。
根据应用领域划分,锂电池分为消费锂电、动力锂电和储能锂电。目前,公司的产品主要应用于动力锂电、储能锂电领域。近年来,得益于国家政策的培育和扶持,以及创新技术的不断推出,新能源汽车产业处于蓬勃发展态势,带动了上游动力锂电池及正负极材料行业的快速发展,锂电池及锂电池正负极材料市场规模稳步提升。行业在快速发展过程中,诞生了一批优秀的知名企业,经过充分竞争与洗牌,目前锂电池及锂电池正负极材料行业竞争格局稳定,龙头效应显著。因此,公司作为上游设备供应商,将持续受益于下游行业的发展以及龙头企业自身规模的增长。
2.2. 公司主营:锂电池物料自动化处理产线及设备
2.2.1. 收入占比高,发展空间大
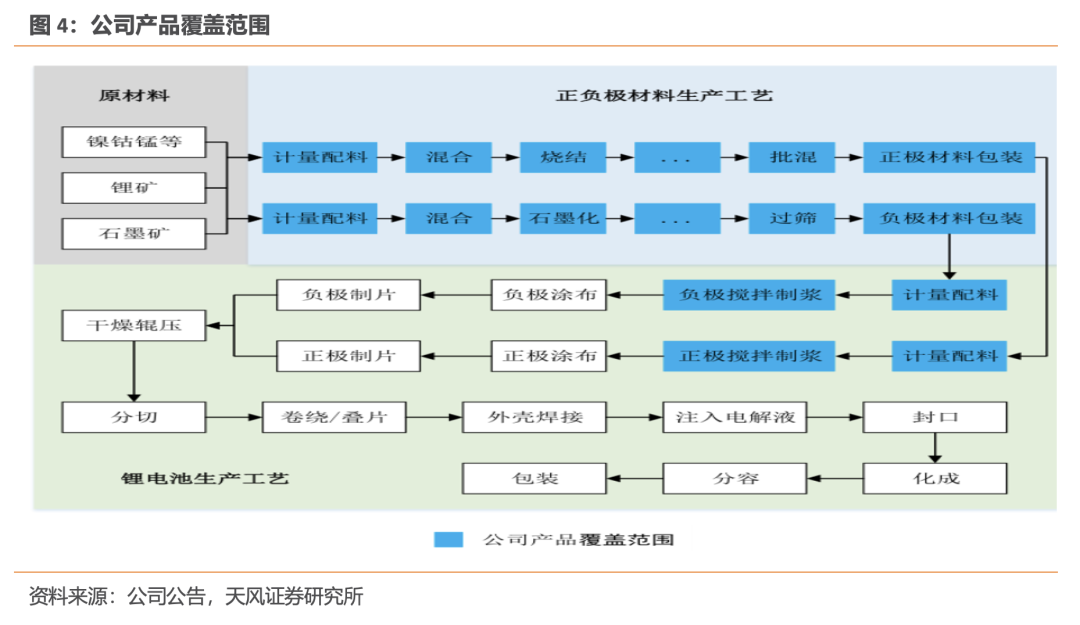
锂电池的生产工艺流程可以概括为三大工段:前段工序(极片制备)、中段工序(电芯装配)和后段工序(化成封装)。前段工序包括正负极匀浆、涂布、辊压、分切、制片等,中段工序涉及卷绕、入壳、底焊、烘烤、注液、焊接、封口、清洗、套膜等,后段工序则包括活化、化成、陈化、分选、分容等。
公司的锂电池物料自动化处理产线及设备主要用于锂电池正、负极材料的生产过程以及锂电池生产过程的匀浆阶段。公司属于锂电材料和锂电池厂商的生产设备供应商之一,处于整个锂电池产业链的上游环节,未来发展主要受下游锂电池需求的增长而驱动。
市场占有率
假设与前提条件:
(1)本处锂电匀浆下游设备投资规模,仅指锂电池生产线中物料自动化处 理工序相关设备的投资规模;
(2)由于不同客户具体工艺不同,物料自动化设备投资占产线总投资的比 例不尽相同,此处按照每年下游客户生产工艺的平均情况,估算每Gwh新增产 能平均的物料自动化处理设备投资规模;
(3)根据历年锂电池生产市场格局估计,假设2022国内锂电池行业前十 大生产商当期扩产规模之和占全市场当期扩产规模的75%。
基于上述假设与前提条件,计算方法如下:
(1)根据行业信息,整理当年各期头部锂电池生产企业当期计划新增产能,以及根据行业信息,整理当期上述锂电池生产企业的扩产产能占全市场当期扩产产能的比率,估算当期国内锂电池总体扩产规模。
(2)根据公司历史项目执行情况以及行业普遍情况,估算每Gwh新增产能 平均产生的物料自动化处理设备投资规模。
(3)当期国内锂电池总体扩产规模乘以每Gwh新增产能的物料自动化处理设备投资金额,得到当期国内锂电池物料自动化处理设备市场规模。
(4)根据公司当期新增在手订单,除以上述“当期国内锂电池物料自动化 处理设备市场规模”,得到公司在锂电池物料自动化处理设备行业市占率。
据公司招股说明书测算,2022年,公司在锂电池匀浆自动化设备领域的市场占有率约为24.67%,锂电正极材料物料自动化设备领域的市场占有率约为17.99%,锂电负材物物料自动化设备领域的市场占有率约7.99%。
(1)锂电池匀浆自动化处理产线及设备:高精度、全密闭、分散效果好、自动化管理。
公司的锂电池匀浆自动化处理产线主要适用于锂电池生产的前段工序中的正负极匀浆工序。 浆料制备在锂电池生产中占据核心地位,它涉及将正负极材料与导电剂、粘结剂等混合,形成均匀的浆料,这是制作锂电池正负极片的关键步骤。在正负极浆料中,颗粒状活性物质的分散性和均匀性直接影响到锂离子在电池两极间的运动,因此在锂电池生产中各极片材料浆料的混合分散至关重要。浆料分散质量的好坏影响后续锂电池生产的质量及其产品的性能。锂电池浆料的主要生产过程 如下图所示:
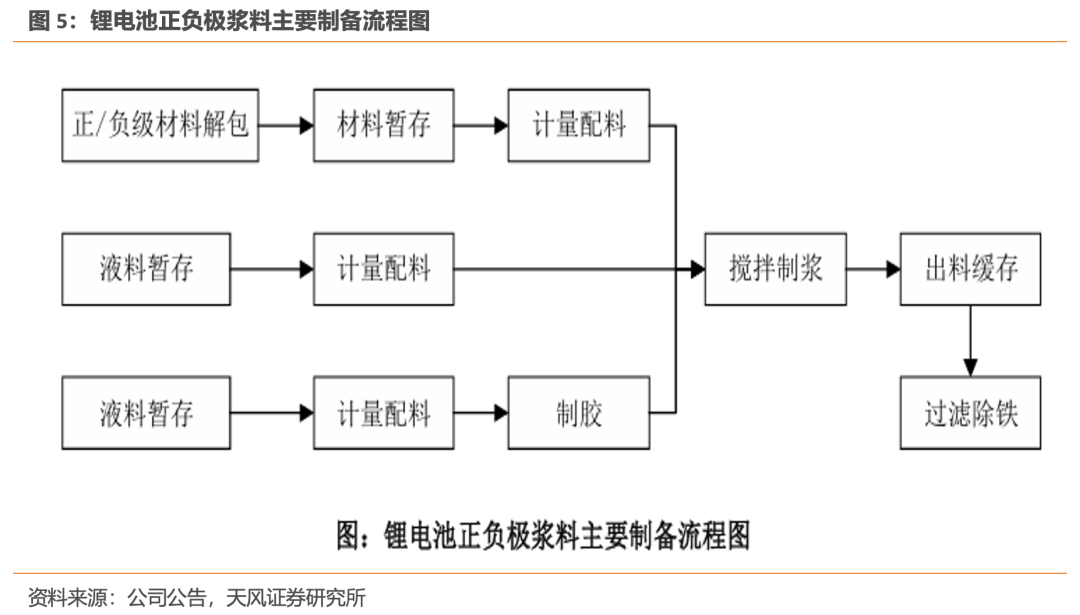
正负极浆料的制备包括液体与液体、液体与固体物料之间的相互混合、溶解、分散等一系列工艺过程,而且在过程中伴随着固含量、温度、粘度、环境等变化。高质量混合搅拌有助于提升后续涂布、辊压等工艺质量。因此,浆料搅拌是整个锂电池生产工艺中最重要的环节之一。
公司的锂电池匀浆自动化处理产线主要包括原材料处理、配料匀浆、浆料输送、管道在线清洗等模块,核心设备主要包含双螺杆制浆机、高效制浆机、双行星搅拌机、吨袋解包站、发送罐、真空上料器、中转罐。
产品特点:
1、采用高精度计量系统,配方精准
2、全密闭输送配料、无粉尘泄露;输送过程自动调节,无堵管风险
3、浆料搅拌均匀,分散效果好
4、控制系统与MES、ERP系统对接,具有自动化配方管理、全流程监控、操作权限分级、配方数据严格保密、运行数据采集等功能
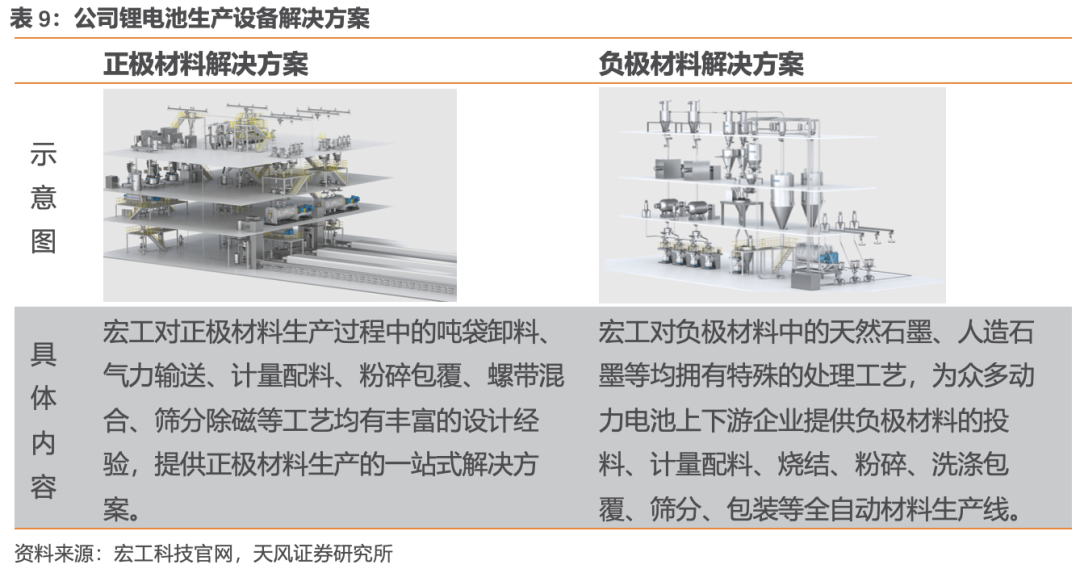
(2)锂电池正极材料自动化处理产线及设备
锂电池正极材料有三元材料、磷酸铁锂、钴酸锂、锰酸锂等不同产品,其在堆积密度、包装、粒径、扬尘、流动性、腐蚀性等方面差异较大,对应的制备工艺也有所不同。
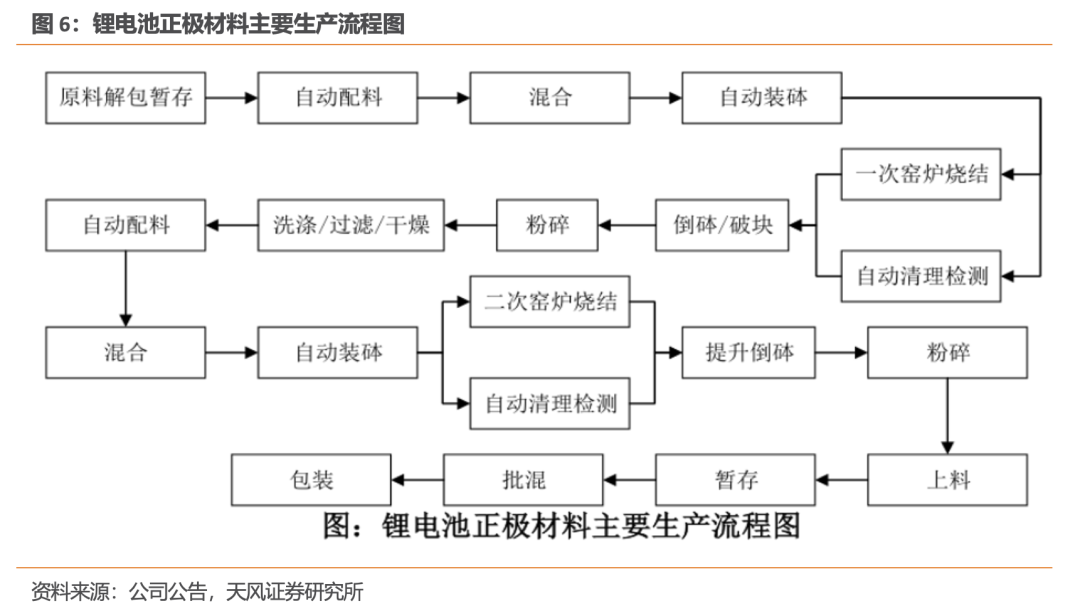
以三元正极材料为例,公司的锂电池正极材料自动化处理产线主要包括一烧前配料混合;一次烧结、破碎;细粉碎、水洗、干燥;二烧前配料混合;二次烧结、破碎;批混、筛分、除磁、暂存包装等模块。核心设备主要包含吨袋解包站、螺带混合机、犁刀混合机、喂料机、除尘器、发送罐、气流磨、机械磨、干燥机、包装机。
锂电池正极材料的工业化生产工序较多,合成路线也相对比较复杂,对温度、环境、杂质含量的控制比较严格。针对锂电池正极材料生产过程的难点,公司的锂电池正极材料自动化处理产线主要特点:
1.布局合理、物料流转顺利,空间利用率较高,不影响车间内部其他工序生产;可多条产线独立生产不同型号物料,避免产生交叉污染。
2. 采用正压、负压管路输送或重力输送,输送过程可采用干燥空气或氮气等进行保护,避免物料与异物、水分等接触。
3. 整个正极材料自动化生产线避免使用铜、锌或含铜、含锌合金,与物料直接接触,部分采用非有害金属元素的材质,以有效避免磁性异物对产品质量的干扰。
4. 通过自动化设备与软件控制系统实现从原材料出仓到成品入库高度自动化处理,极大提高处理效率,减少人工干预,提升产品质量。
5. 整条产线集中控制,前后工序自动连锁,可实现数据自动采集、分析,无缝对接MES、ERP系统;还可监测报警生产异常情况、存储重点操作岗位监视画面,实现企业信息化、智能化运营和管理。
(3)锂电池负极材料自动化处理产线及设备
锂电池负极材料主要包括人造石墨、天然石墨、硅碳等。以制备工艺来看,人造石墨由焦炭类原料经高温石墨化处理后转化成石墨,天然石墨需要以碳包覆工艺进行改性处理,硅碳是在硅颗粒外面包覆碳层。以人造石墨为例,公司的锂电池负极材料自动化处理产线主要包括原材料处理、配料混合、造粒解聚、石墨化后物料处理等模块,核心设备主要包含吨袋解包站、粉碎机、发送罐、真空上料器、包装机。
针对锂电池负极材料生产过程的难点,公司的锂电池负极材料自动化处理产线主要特点:
1、布局合理、物料流转顺利,空间利用率较高,不影响车间内部其他工序生产;可多条产线独立生产不同型号物料,避免产生交叉污染。
2、配备自主研发的烟气处理系统,有效避免生产过程中有害气体进入大气,提高产线运行环保标准。
3、整个负极材料自动化生产线避免使用铜、锌或含铜、含锌合金,与物料直接接触部分采用非有害金属元素的材质。同时,在生产过程的各个环节进行除铁处理,以有效避免磁性异物对产品质量的干扰。
4、通过自动化设备与软件控制系统实现从原材料出仓到成品入库高度自动化处理,极大提高处理效率,减少人工干预,提升产品质量。
5、整条产线集中控制,前后工序自动连锁,可实现数据自动采集、分析,无缝对接MES、ERP 系统;还可监测报警生产异常情况、存储重点操作岗位监视画面,实现企业信息化、智能化运营和管理。
2.2.2. 宏工产品与其他公司对比
公司产线产品面向的下游行业跨度较大,不同行业对产线的技术指标需求不尽相同。以锂电行业三元正极材料产线为例,三元正极材料产线主要关注的参数有设备材质铜锌含量、配料计量精度、计量偏差率、磁性异物含量、出料水份含量等,其具体含义如下:
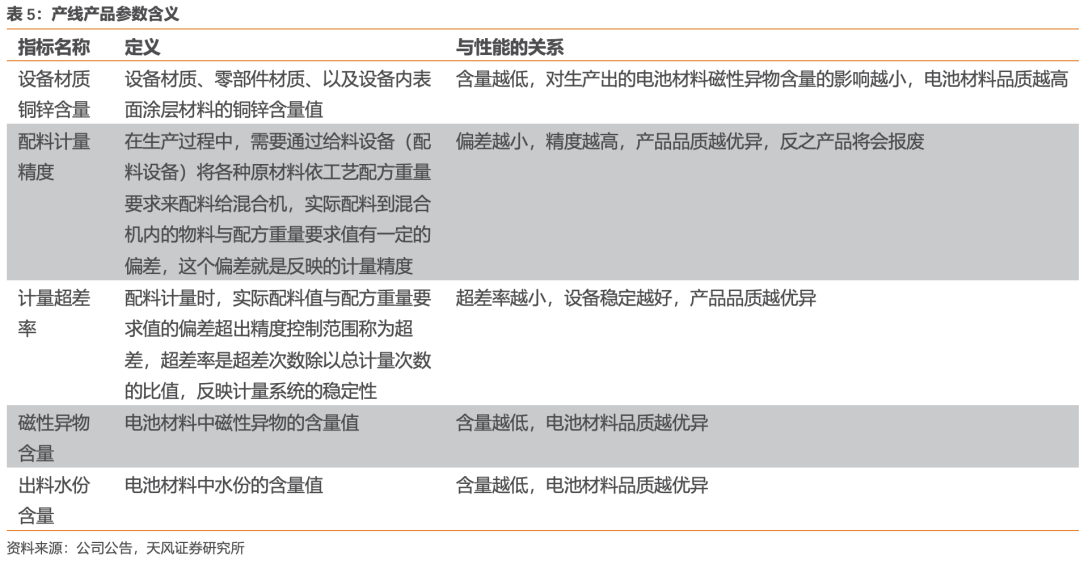
公司产品参数,和行业内知名客户的通常要求进行对比:

根据上表,公司产品各项参数均满足行业内知名客户的通常要求。
3.
全固态电池 干法电极,潜在业绩增长蓄势待发
3.1. 全固态量产元年逐步靠近,电池技术迎来革命性突破
3.1.1. 显著技术优势引领全固态电池产业化进程
当前,电池行业处于关键转折点,传统液态锂电池在能量密度、安全性上已触及瓶颈,难以满足下游日渐提高的需求。固态电池为当前备受瞩目的技术,原因在于其相较于传统液态锂离子电池具有显著优势。(1)安全性:采用固态电解质取代易燃易爆的液态电解质,从根本上解决了传统电池的安全性问题;(2)能量密度:固态电池的电化学窗口宽,能够承受更高的电压,可匹配高比容量负极材料体系(如硅碳、锂金属)与常规正极材料体系,使得能量密度达到500Wh/kg甚至更高。(3)循环寿命:固态电池循环寿命可高达10,000次,远超传统三元锂电池的约1,500次,显著降低了电池更换频率和使用成本。(4)快充性能:固态电解质通常具有高于液态电解质的离子电导率。(5)温度稳定性:固态电池在极端温度下表现出更稳定的性能,不存在电解质低温凝固问题,同时高温状态受影响小,工作温度范围可达-40°C~150°C。
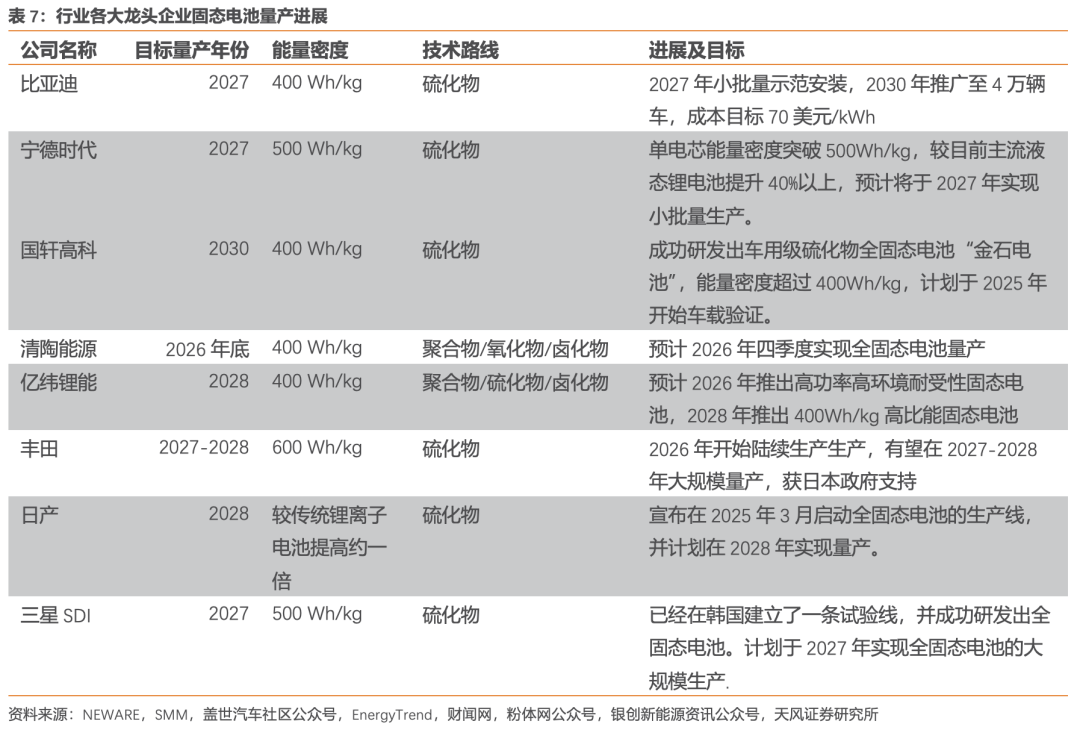
3.1.2. 行业龙头积极布局,2027年有望成为关键元年
全球主要电池制造商和汽车企业正加速推动固态电池技术的商业化进程,并普遍将2027年视为实现大规模量产或显著示范的关键节点。国内企业聚焦高镍三元 硅碳负极 硫化物路线,目标能量密度在400Wh/kg左右,将于2027年前后逐步实现量产。海外企业专攻硫化物电解质路线,目前已有企业实现投产,处于样品测试阶段。
3.2. 干法电极技术:固态电池制造的主流路线
3.2.1. 独特的工艺与核心优势
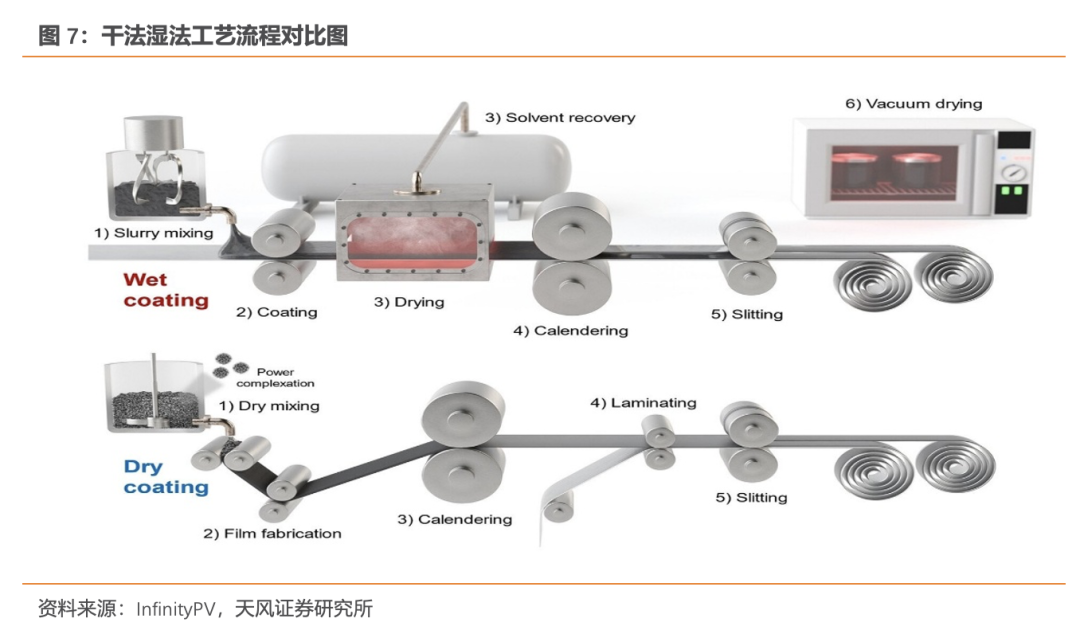
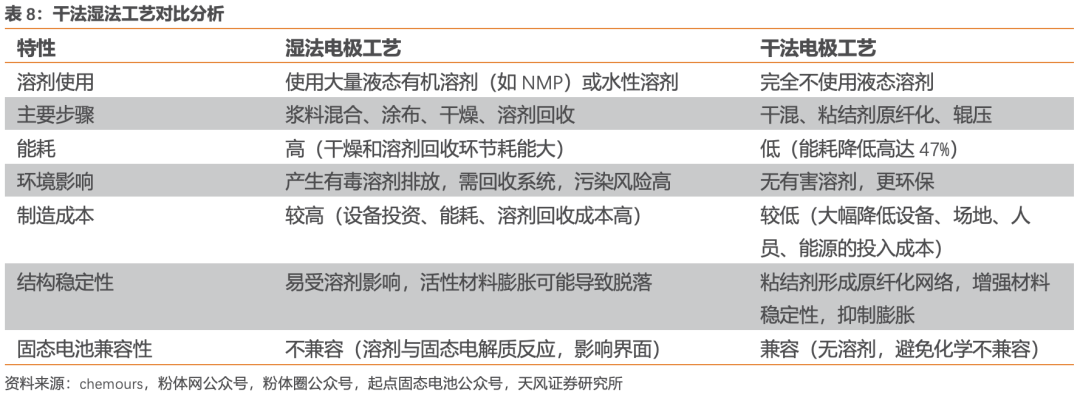
干法电极(Dry Battery Electrode, DBE)技术是一种创新的电池电极制造方法,其核心特点是在生产过程中完全不使用液态溶剂,相较于传统湿法工艺具有多方面的显著优势。与传统湿法工艺通过溶剂将活性材料、导电剂和粘结剂混合形成浆料不同,干法工艺直接将干燥的活性材料、导电添加剂和粘结剂(通常是PTFE)进行干混,然后通过机械压缩(如压延、喷涂、挤出或气相沉积)直接形成电极片。
3.2.2. 干法电极与固态电池的技术协同
干法电极技术与固态电池体系,特别是采用硫化物电解质的固态电池,具有协同优势。当前,硫化物凭借离子电导率最高的优势,被公认为是最具潜力的下一代新能源体系之一。这种技术上的契合度,使干法电极成为固态电池产业化进程中不可或缺的一环。
1) 硫化物电解质的兼容性:硫化物电解质对极性有机溶剂高度敏感。干法电极工艺的无溶剂特性,从根本上避免了这种化学不兼容性,防止了溶剂与电解质发生反应而导致性能下降。
2) 适配硅碳负极:干法采取的PTFE粘结剂呈纤维状,相较于常用的粘结剂,例如SBR的点状连接与PVDF的膜连接,具有更高弹性。可有效解决硅碳负极中的硅膨胀问题,显著提升循环过程中的结构稳定性。
3) 适配金属锂负极:金属锂容易与溶剂反应,导致膨胀更加严重,传统的 PVDF-NMP 体系粘结强度有限,而干法电极中由PTFE原纤维化构成的二维网络结构,可以抑制活性物质颗粒的体积膨胀,防止其从集流体表面脱落。
4) 界面优化:干法工艺能够实现固态电池电极片的全干法制造,避免了湿法工艺干燥步骤中残留溶剂的负面影响。这对于维持电极容量和寿命具有重要意义。
3.2.3 干法电极工艺应用拉动设备需求
向干法电极技术的转变,对电池制造设备提出了新的要求,并催生了对新型或大幅升级设备的需求。设备被认为是实现固态电池大规模生产的基石,也是降低成本的关键突破点。气流粉碎机(或喷射磨)和螺杆挤出机是干法混合和粘结剂原纤化的关键设备;辊压机用于形成致密、均匀电极层。
在正负极材料制备中,气流粉碎机利用高速气流使物料与冲击部件发生碰撞、冲击、剪切等作用而粉碎。混合物在高压气流的作用下相互碰撞粉碎实现原纤化。气流粉碎后的物料平均粒度细,粒度分布较窄,颗粒表面光滑,颗粒形状规整,纯度高,活性大,分散性好。其具有更高的电化学性能,有助于提高固态电池的能量密度和循环寿命。

螺杆挤出机通过旋转的螺杆在机筒内将物料向前推动,同时物料在螺杆和机筒的剪切、挤压作用下进行混合、塑化和熔融,最终通过模具挤出成型。螺杆挤出机在干法电极技术中可以实现粉体混合物的高效、连续、均匀挤出成型。螺杆挤出机的良率最高。

辊压机通过两个或多个旋转的辊筒对物料施加压力,使其发生塑性变形并紧密结合在一起。在固态电池的生产中,辊压机被用于将电极材料和固态电解质等粉体材料压制成所需的形状和尺寸。在干法制备固态电池的过程中,正负极材料通常以粉末形式存在,辊压机可以将这些粉末材料均匀地压制在集流体上,最终压制成薄膜或片状结构。
3.3. 公司积极布局固态技术,跻身核心设备供应商
3.3.1. 长期物料自动化领域技术积淀,取得下游广泛认可
宏工科技已前瞻性地在固态电池工艺设备技术领域进行了战略布局,致力于构建和强化新技术战略布局能力,以适应全球动力电池产业向高镍低钴和固态电池技术发展的趋势。宏工科技的核心业务是“物料自动化处理”,涵盖粉料、粒料、液料、浆料等多种散装物料的处理。公司在自动化处理物料方面积累的专业经验,能够比较容易地应用于固态电池干法电极制造的前端工艺。在固态电池供应链中,宏工科技已成功成为行业领先企业固态电池上料、输送和搅拌工序的核心供应商,公司已在固态电池的初期供应链中占据了一席之地。
截至2025年4月,公司已完成锂电池干法电极系统的研发项目,有利于提高公司在锂电池前段物料处理工序核心设备市场竞争力和占有率。该项目的用途在于实现锂电池干法电极粉料配料、输送、纤维化设备量产,致力于填补国内干法电极物料处理领域技术空白。此项技术的突破,能够实现干法电极量产线贯通,具备连续生产能力,纤维化粉料满足辊压成膜需求,适配未来固态电池生态,帮助公司拓展下游市场。
宏工科技已与多家下游客户签订了数千万元的固态电池产线及设备订单。在固态电池这个快速发展但仍处于萌芽期的市场中,公司早期获得订单并证明技术能力,取得了先发优势,使得宏工科技能够成为宁德时代、比亚迪、中创新航、蜂巢能源、亿纬锂能、华友钴业、容百科技、杉杉股份、长远锂科等企业的稳定供应商,并在更广泛的竞争到来之前完善其技术。
3.3.2. 清研宏工合资企业:干法电极解决方案的战略赋能者
宏工科技与深圳清研电子科技有限公司(清研电子)建立了战略合作关系,并于2024年12月共同成立了合资公司——清研宏工智能装备科技(深圳)有限公司,该合资企业能够体现战略协同优势。清研电子是清华大学的衍生公司,在储能设备和上游材料方面拥有深厚的专业知识,尤其在干法电极材料方面具有领先优势。清研宏工整合了宏工科技在物料自动化领域的深厚积累与清研电子在干法电极领域的领先技术优势。该合资公司专注于干法电极前段工序技术的产业化和规模化攻关,包括核心部件的生产工艺和成套设备的协同研发,主要目标在于电池制造行业提供领先的干法电极前段工序自动化解决方案。自2023年9月宏工与清研签订战略协议以来,已攻克干法电极前段工序核心环节——“原料原纤化”,完成了适配不同产能规格的量产型设备开发。清研与宏工共同研发的干法电极前段工序核心设备——混合均质一体机,其性能指标已达到国际一流水平,将助力客户实现降本增效,抢占市场先机。

清研电子的强大技术优势能够协助宏工科技在干法电极领域取得稳定的市场地位。清研电子的核心人员与技术均来自深圳清华大学研究院先进储能材料及器件实验室,兼具研发经验与创新能力。清研电子以超级电容器用干法电极材料为核心的技术研究,历经7年的积累,目前技术已达到国际专业同等水平。清研电子的干法电极产品高性能,具有高能量密度、高机械强度和优异导电性,可广泛应用在锂离子电池、超级电容等领域。
4.
宏工科技拓展非锂电业务并推动设备国产替代
4.1. 精细化工行业是宏工最具突破潜力的非锂电业务方向
4.1.1. 市场空间
中国精细化工产业规模庞大并保持增长。官方数据显示,2023年我国精细化工行业实现营业收入约3.9万亿元,涵盖农药、涂料、染料、添加剂等数万种产品。随着产业扩张和工艺升级,精细化工领域对自动化物料处理装备的需求不断提升。一方面,人工投料存在粉尘污染、计量不准和危害健康等问题,而自动化密闭输送可满足环保和安全生产的政策要求;另一方面,制造业智能化转型趋势明显,下游企业正加速引入自动化系统来提升效率。这些因素使精细化工物料处理自动化设备在中国具备广阔的市场空间,并呈现快速增长态势。
从历史格局看,高端精细化工物料处理装备长期由进口品牌主导。我国该领域起步较晚,过去国内产品在技术水平和自动化程度上明显落后于海外领先企业。许多国内供应商充当系统集成商,自身不生产核心设备,主要设备依赖外购。高端关键设备(如大型混合机等)产品长期以国外进口为主,进口品牌技术成熟但售价昂贵,交货周期长,售后服务响应也因距离较慢。相比之下,国产设备过去主要布局中低端市场,整体国产化率较低。不过这一局面正在改变:随着本土企业技术进步和下游需求升级,国产高端物料自动化系统需求正处于快速增长的初期阶段,一批国内领先企业开始发力中高端市场。国家鼓励装备国产化,国内生产的快速发展将有望加快进口替代进程,国产设备替代进口具有很大的提升空间。精细化工物料处理设备市场过去由进口主导,但当前国产化率正从低位逐步提升,国产厂商迎来了扩大份额的战略机遇期。
4.1.2. 产品优势
宏工科技在精细化工领域推出了系列物料处理自动化设备和工艺系统,覆盖生产流程的各个环节。其解决方案涵盖前端原料的拆包投料、配料计量,中段的管道输送、搅拌混合、粉碎研磨,以及后端的干燥和成品包装,实现物料处理全流程的自动化。针对精细化工等工艺要求严格的行业,宏工科技已掌握粉料、粒料、液料、浆料等多种散装物料的全流程处理技术,形成了从投料、混合到干燥、包装的专利技术链。
此外,宏工科技拥有独特栓状流密相输送核心技术,用于粉粒体物料的输送和配料。这一技术通过管道内低速推送“栓状”物料包实现密闭无泄漏输送,过程损耗小,可有效解决传统气力输送中粉尘飞扬、物料“拉丝”和颗粒破碎等难题。尤其对于PP、PE、PVC、POM等精细化工和石化衍生粉粒料产品,栓状流输送可大幅降低粉尘及磨耗,实现更安全环保的物料转移。
4.1.3. 竞争格局与差异化
当前精细化工物料自动化设备市场中,高端部分由外资企业主导,国内企业正在追赶。全球范围内,物料处理系统的主要厂商以欧美公司为主,具有长期的技术积累和完整的产品线。典型企业包括德国GEA集团、瑞士布勒集团、德国泽普林集团,覆盖化工和食品等流程工业。这些企业在中国高端市场占据先发优势,但其设备价格高,交付周期长,售后服务响应慢。相比之下,中国本土市场过去较为分散,多数企业以集成工程为主,缺乏核心设备制造能力。近年来,部分国内企业开始向精细化工领域拓展。无锡灵鸽科技专注失重给料设备,在细分市场中取得一定进展。
宏工科技采用不同策略。公司通过自主产品直接进入由外资品牌主导的市场。相较以外购设备为主的系统集成商,宏工拥有核心设备研发制造能力,配合自研控制软件,提供软硬件一体化解决方案。这使其对项目成本和质量掌控力更强,定制开发更灵活。
1. 技术方向:宏工强调密闭、安全,符合当前精细化工对环保与安全的需求。
2. 在服务能力:宏工作为本土企业,可提供及时的现场技术支持和维护,相比进口设备服务链条较长,响应更快。
3. 在市场层级:宏工以锂电行业的高端设备经验为基础,拓展至头部精细化工和新材料企业,推动其物料系统升级。
宏工的主要竞争并非来自国内成熟厂商,而是通过国产设备替代进口产品,进入原本由外资企业服务或尚未实现自动化的市场。 其差异化优势体现在以下几点:
1. 拥有自主核心技术:公司在投料、输送、搅拌、混合等环节拥有核心技术。
2. 跨行业经验丰富:宏工服务于锂电、精细化工、橡塑、食品医药等多个行业,积累了大量物料工艺模型和数据库,能快速识别客户需求,提供成熟方案。
基于以上特点,宏工采取差异化策略,与外资品牌错位竞争,通过技术能力切入高端市场,替代进口设备。
4.1.4. 率先突破可能
宏工科技有望率先在精细化工物料处理设备市场取得份额突破。综合其客户基础、技术路线、项目经验和团队能力,宏工具备引领国产厂商实现高端市场突破的诸多有利条件:
1. 技术积累深厚:公司深耕物料自动化十余年,持续高比例投入研发,截至2024年底,累计已拥有授权专利429项(含多项发明专利)。宏工构建了包含数千种物料性质数据和上千种工艺模块的知识库,对精细化工生产中不同物料的处理特性了然于心。宏工科技的方案已成功进入一批精细化工头部企业。公司目前已成为传化智联、万华化学、合盛硅业等知名上市化工公司的设备供应商。顶尖客户的采用与认可说明宏工产品性能和稳定性经受了严格工况考验,在行业内树立了口碑。
2. 战略投入支持:登陆资本市场后,宏工科技正在为非锂电业务拓展提供充足资源保障。IPO募集资金正投向智能物料输送与混配系统产能扩建和研发中心建设等项目,专门用于加强公司核心设备研制能力,并提升面向不同应用领域(包括精细化工)的项目交付产能。公司的管理层亦具有前瞻性眼光,早在2015年即提前布局锂电池上游装备领域并抢占先机,有望使公司在国产替代浪潮中抢跑领先。
4.2. 食品医药行业的刚性需求推动自动化升级,宏工拓展初见成效
4.2.1. 市场空间
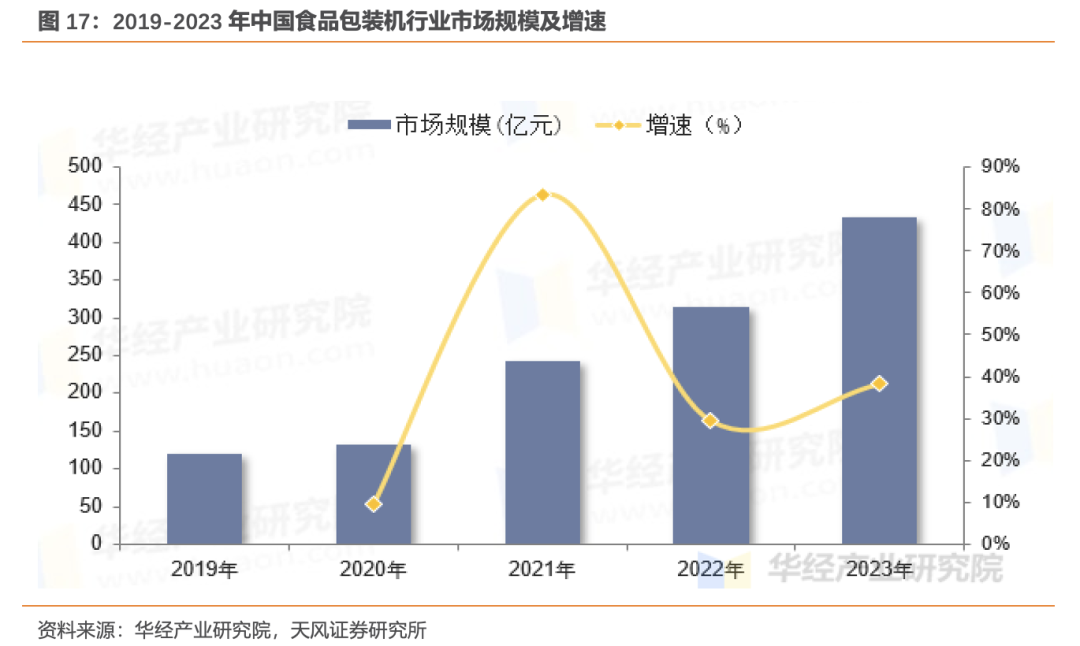
食品医药行业对清洁高效物料设备需求日益增加,宏工科技依托丰富经验和定制能力正实现突破性拓展。食品和医药生产过程涉及大量粉体、液体原料的投料混合。人工操作容易造成物料浪费,还可能会对员工健康产生不良影响。随着消费者对食品安全和制药企业对质量可控性的要求提高。2019-2023年,中国食品包装机行业市场规模由120.2亿元增长至433.7亿元,年均复合增长率达37.8%。目前我国食品制造业和医药制造业规模庞大,但物料处理环节自动化率相对发达国家仍有提升空间。国家对制药、食品车间的环保与洁净标准趋严,我们预计这将催生大量对自动配料、无尘输送、洁净混合等设备的投资需求。食品和医药领域属于刚性需求的大众消费和民生产业,市场规模大且增长相对平稳,可部分对冲新能源行业的周期波动。
4.2.2 产品优势
宏工科技自成立之初即服务于食品、医药物料自动化领域,深谙该行业对设备卫生、安全的特殊要求。宏工科技将锂电领域成熟设备和技术复制应用到食药领域。公司聚焦行业新风口,如预制菜兴起带动调味品生产自动化需求提升。凭借这些优势,宏工已赢得安琪酵母(酵母发酵)、海天味业(调味品)、周黑鸭(食品加工)等知名企业订单。此外,公司亦进入徐福记、鲁花集团等食品巨头的供应商名单。这些成功案例验证了宏工产品在食品医药领域的适用性和可靠性,客户群的拓展也在逐步形成示范效应,助力公司打开更大市场。

4.2.3. 竞争对手与差异化
在食品医药物料处理装备领域,国际巨头如德国布勒、GEA等深耕食品工程和制药工艺设备,在大型成套生产线方面技术领先、项目经验丰富。国内厂商则以专业细分为主,大多企业深耕某一领域,如无锡罗斯在双行星搅拌机设备领域具有强势地位,长期服务世界500强食品及医药企业。相较之下,宏工科技切入食品医药领域时间较晚,相关业绩占比仍低,但公司定位清晰:发挥其在散料处理自动化上的技术专长。
4.3. 橡塑行业自动化改造升级空间广阔,国产设备已占据主导地位
4.3.1. 市场空间
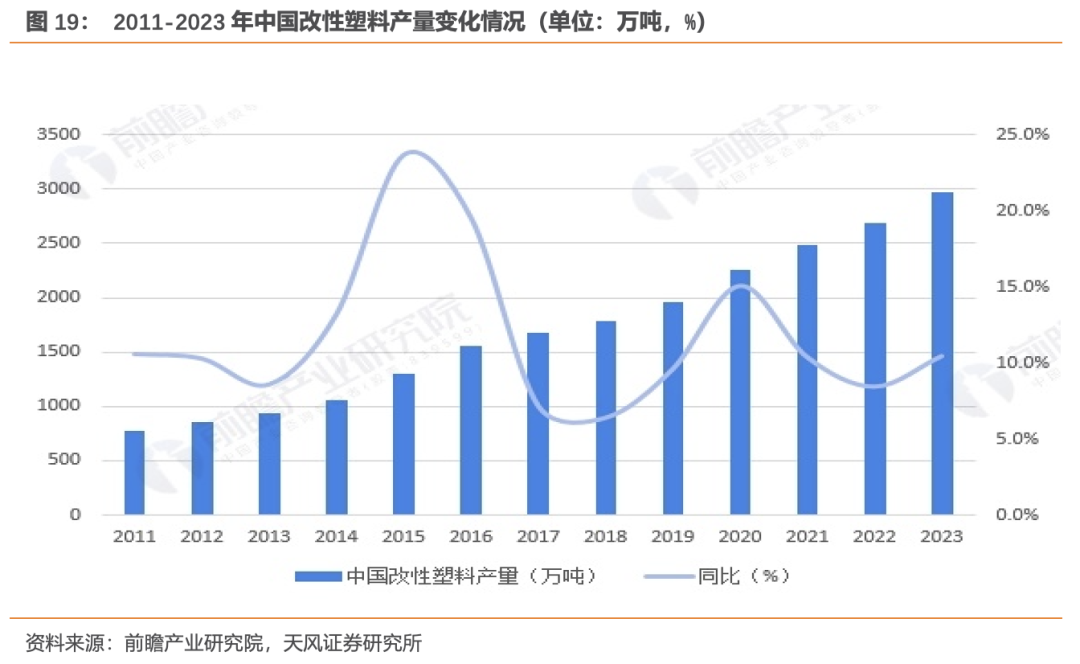
橡胶塑料行业物料处理设备需求快速增长,宏工科技以自主核心设备和跨行业经验有望抢占先机。“以塑代钢、以塑代木”等趋势推动改性塑料等高分子材料产业蓬勃发展,带动相关工艺装备需求攀升。我国规模以上企业改性塑料产量已由2016年的1,563万吨增至2021年的2,193万吨,所以我们认为塑料加工过程对自动化计量输送、混合造粒设备的需求水涨船高。然而,随着橡塑行业产量快速增长,我们认为生产线智能化、连续化改造需求逐步涌现。这为宏工此类物料处理自动化企业提供了切入机遇。
4.3.2. 产品优势
公司在橡塑行业的产品可以为客户提供散装物料处理一站式解决方案,包含解包系统、输送系统、控制系统等。其犁刀混合机等设备可高效均质混料。同时,宏工方案注重密闭和除尘设计。目前宏工已成为中广核技、宝胜股份、瑞华泰等橡胶塑料领域上市公司的设备供应商。现有成功案例将为公司进一步拓展其他塑料改性工厂、橡胶制品企业提供口碑支撑。

4.3.3 竞争对手与差异化
橡塑设备领域历来竞争充分,在物料处理系统细分方向,新兴系统集成商正崛起,例如灵鸽科技以失重式喂料见长。宏工科技将锂电领域的成套化工程能力,通过跨行业技术迁移能力,在橡塑领域提供从投料到包装的整线解决方案,这种模式相较传统单机供应商具有一定竞争力。公司有提供增重配料、减重配料、动态多组份配料点能力。相比与软控股份、震雄,宏工在橡塑领域的品牌及渠道相对薄弱,但是通过持续强化技术实力、打造标杆项目案例,宏工有望在橡塑物料自动化改造市场站稳脚跟,实现与传统装备巨头的差异化竞争。
5.
盈利预测与估值
5.1. 盈利预测
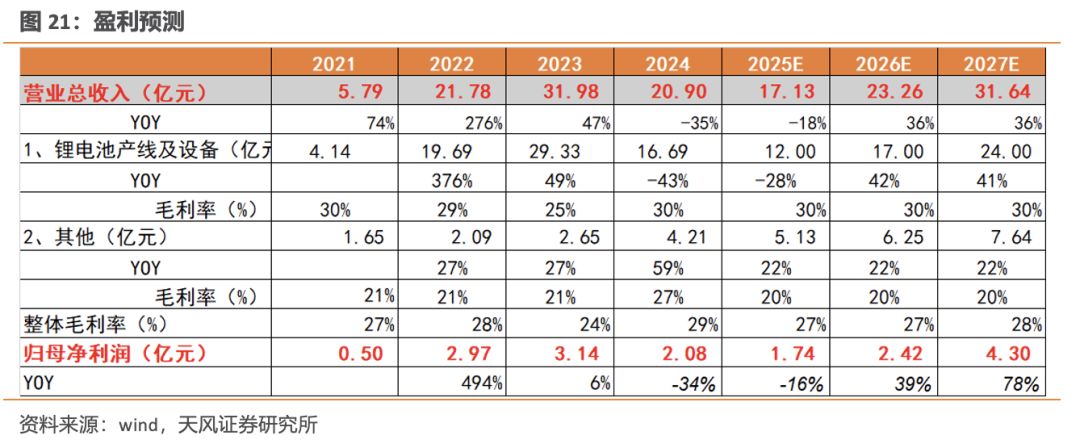
我们预计25-27年分别实现收入17.13/23.26/31.64亿元,YOY-18%/ 36%/ 36%,实现归母净利润1.74/2.42/4.30亿元,YOY-16%/ 39%/ 78%。核心假设如下:
(1)收入:我们预计锂电池产线及设备25-27年增速分别为-28%/42%/41%,2026年主要系锂电池扩产周期有望逐步回暖,绝大多数电池与主机厂预测,2027年为固态电池发展转折点,2027年或将对应的固态新设备周期。
( 2 )毛利率:我们预计整体毛利率25-27年稳定在27%左右。
5.2. 估值
考虑到公司1)是宁德、比亚迪等前道设备的主要供应商;2)在固态电池的干法设备中占据领先优势;3)与清研电子深度合作,持续看好公司发展,首次覆盖,给予“增持”评级。
6.
风险提示
1. 下游订单需求不及预期:物料自动化处理产线与设备与下游生产需求紧密相关,若下游锂电池、精细化工等领域需求量不足将影响公司主营业务收入。
2. 固态电池产业化进展未达预期:公司已布局固态电池生产工艺流程的前端设备,若固态电池产业化进程晚于预期将使公司产线与设备的交付延后。
3. 合资企业研发进展不及预期:公司与清研电子的合资企业在干法电极设备领域的研究若未能如期完成,将影响公司产品未来的市场占有率。
4. 公司交易异动频繁:近期公司股价与交易量出现异常波动,可能会引起监管机构的关注导致风险的发生。

 VIP复盘网
VIP复盘网
